
▀@└’┼e└²Ą─╩Ūę╗ĘNŲĮ─ź─źŅ^ų„▌S▓╔ė├ę╗Č╦╗¼äėĪóę╗Č╦ØLäėĄ─ų„▌S▌S│ąĮYśŗĪŻŲõųą╗¼äė▌S│ą┼cų„▌Sų«ķgĄ──”▓┴ĀŅæB(t©żi)ėą3ĘNŻ║╝┤▀ģĮń─”▓┴Īóę║¾w─”▓┴Īó╗ņ║Ž─”▓┴ĪŻ
▀ģĮń─”▓┴╩ŪųĖā╔╗¼äė▒Ē├µ▒╗ØÖ╗¼ė═ųąĄ─śOąįĘųūė(ę╗░Ń┤µį┌ė┌ė═╦ßĪóų¼ĘŠ╦ߥ╚▒Ē├µ╗Ņąį╠Ē╝ėä®ųą)┼cĮī┘▒Ē├µų▒ĮėĮY║ŽČ°ą╬│╔Ą─▀ģĮń╬³ĖĮ─ż╦∙Ė¶ķ_Ż¼╗“š▀▒╗║¼ėą┴“Īó┬╚Īó┴ūĄ╚╗Ņąį╬’┘|┼cĮī┘▒Ē├µŲ╗»īWū„ė├ą╬│╔Ą─¤oÖC¹}─ż╦∙Ė¶ķ_ĪŻ
ę║¾w─”▓┴╩ŪųĖā╔╗¼äė▒Ē├µ▒╗ę╗īėØÖ╗¼ė═(│ą▌dė═─ż)═Ļ╚½Ė¶ķ_ĪŻ
╗ņ║Ž─”▓┴╩ŪųĖĮķė┌╔Ž╩÷ā╔ĘNĀŅæB(t©żi)ų«ķgĪŻ╗“▀ģĮń─”▓┴Ą─ŪķørČÓą®Ż╗╗“ę║¾w─”▓┴Ą─ŪķørČÓą®ĪŻ
×ķĘĮ▒ŃŲęŖŻ¼▀ģĮń─”▓┴Īó╗ņ║Ž─”▓┴ęįŽ┬Įy(t©»ng)ĘQĘŪę║¾w─”▓┴ĪŻ╗¼äė▌S│ą╠Äė┌ę║¾w─”▓┴╩ŪūŅ└ĒŽļĄ─ĀŅæB(t©żi)ĪŻę“×ķ▀@ĢrĄ──”▓┴ūĶ┴”ąĪŻ¼Ųõ─”▓┴ę“öĄ(sh©┤)ĮėĮ³ė┌ØLäė▌S│ąĄ─«ö┴┐─”▓┴ę“öĄ(sh©┤)ĪŻ┤╦═ŌŻ¼│ą▌dė═─ż┐╔ęį═Ļ╚½Ž¹│²─źōpŻ¼═¼ĢrŠ▀ėą┴╝║├Ą─╬³š±ĪóŠÅø_Ą╚ā×(y©Łu)³cĪŻĄ½«ö╗¼äė▌S│ą╠Äė┌▀ģĮń─”▓┴ĀŅæB(t©żi)Ż¼╚ń╣¹▀ģĮńė═─ż▒╗ŲŲē─Ż¼Įī┘ų«ķgų▒Įė░l(f©Ī)╔·─”▓┴─źōp(╩ūŽ╚╩Ū─ź┴Ž─źōp)īóę¬╝▒äĪį÷┤¾ĪŻ═¼ĢrĮī┘å¢─”▓┴«a(ch©Żn)╔·Ą─Šų▓┐£žČ╚╝▒äĪ╔²Ė▀Ż¼£žČ╚╔²Ė▀ī¦ų┬Įī┘▒Ē├µ╝▒äĪ┼“├øŻ¼Įī┘▒Ē├µ┼“├øĘ┤▀^üĒ╝ėäĪ┴╦Įī┘ķgĄ──”▓┴ĪŻ«ö─”▓┴«a(ch©Żn)╔·Ą─Šų▓┐Ė▀£ž▀_ĄĮ▓─┴ŽĄ─╚█╗»³cĢrŻ¼ų„▌S┼c▌S│ąų«ķgŠ═Ģ■░l(f©Ī)╔·š│ų°¼F(xi©żn)Ž¾Ż¼╝┤▒¦▌SĪŻ
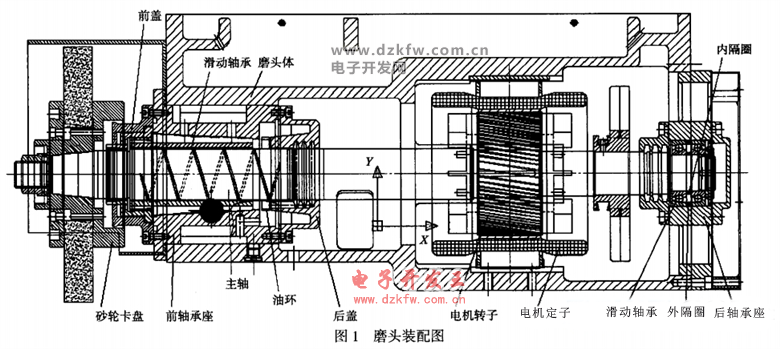
▀@└’Ą─ŲĮ─ź╗¼äė▌S│ą▓─┴Ž╩ŪÕaŪÓŃ~ĪŻ«ö░l(f©Ī)╔·▌pČ╚▒¦▌SĢrŻ¼ų„▌S▒Ē├µėą║┌╔½¤²é¹║██EĪŻ╗¼äė▌S│ą╩ŪŃ~╗∙║ŽĮ▓─┴ŽŻ¼▓─┴ŽŽÓī”▌^▄øŻ¼│²ėą║┌╔½¤²é¹║██Eų«═ŌŻ¼¤²é¹▒Ē├µ▀ĆĢ■ą╬│╔░╝┐ėĪŻį┌▀@ĘNŪķørŽ┬Ż¼╩ūŽ╚æ¬Ęų╬÷▒¦▌S«a(ch©Żn)╔·Ą─įŁę“Ż¼┼┼│²╣╩šŽŻ¼ą▐Å═ų„▌S╝░╗¼äė▌S│ą▒Ē├µ║¾ųžą┬╣╬Ž„Īóčb┼õĪŻų„▌SĪó╗¼äė▌S│ą╚į┐╔╩╣ė├ĪŻć└ųžĄ─▒¦▌SīóĢ■ī¦ų┬ų„▌S²ö┴čŻ¼į┌▀@ĘNŪķørŽ┬æ¬Ė³ōQų„▌SĪŻų„▌Sčb┼õłDęŖłD1ĪŻ
╗¼äė▌S│ą▒¦▌SĄ─įŁę“Ęų╬÷
(1)ØÖ╗¼ė═╝░╗¼äė▌S│ąė═│žėąļs┘|Īó╬█╬’Īóė═ŪÕØŹČ╚▓ŅĪŻ«öė═Łh(hu©ón)ļS═¼ų„▌Są²▐DĢrŻ¼╣®ė═ŽĄĮy(t©»ng)ķ_╩╝╣żū„ĪŻļs┘|Īó╬█╬’ļS═¼ØÖ╗¼ė═ę╗²R▀M╚ļų„▌S┼c╗¼äė▌S│ąų«ķgŻ¼ų„▌S┼c╗¼äė▌S│ąų«ķgķgŽČę╗░Ń×ķ0Ż«03Ī¬0Ż«04mmĪŻ«öļs┘|Īó╬█╬’░čų„▌S╗“╗¼äė▌S│ą└Ł├½║¾Ż¼śOęū░l(f©Ī)╔·ĘŪę║¾w─”▓┴Ż¼Å─Č°ī¦ų┬▒¦▌SĪŻ
(2)─źŅ^ØÖ╗¼ŽĄĮy(t©»ng)│÷¼F(xi©żn)╣╩šŽĪŻŲĮ─ź╗¼äė▌S│ą▓╔ė├ė═Łh(hu©ón)ØÖ╗¼ĪŻ▀@ĘNØÖ╗¼ĘĮ╩ĮŠ▀ėą║åå╬ĪóūįäėĪóė═Ž¹║─╔┘Ą╚ā×(y©Łu)³cĪŻė═Łh(hu©ón)łAų▄╔ŽŠ∙ä“Ęų▓╝16éĆ5mmąĪ┐ūĪŻ«öė═Łh(hu©ón)ļS═¼ų„▌Są²▐DĢrŻ¼ė═Łh(hu©ón)╔ŽĄ─ąĪ┐ūīóė═│žųąĄ─ØÖ╗¼ė═×RŲŻ¼ØÖ╗¼ė═×Rį┌ų„▌S╔ŽŻ¼ų„▌S╔ŽĄ─┬▌ą²ą╬ė═▓█īóØÖ╗¼ė═▌ö╚ļų„▌S┼c╗¼äė▌S│ąų«ķgĪŻ«ö─źŅ^ØÖ╗¼ŽĄĮy(t©»ng)▓╗╣®ė═╗“╣®ė═▓╗ĘĆ(w©¦n)Č©ĢrŠ═Ģ■░l(f©Ī)╔·▒¦▌S¼F(xi©żn)Ž¾ĪŻ
░l(f©Ī)╔·▒¦▌S║¾Ż¼┐╔ęįÅ─ÄūéĆĘĮ├µīżšęįŁę“Ż║
ó┘─źŅ^╩Ūʱ┤µį┌┬®ė═¼F(xi©żn)Ž¾ĪŻ
ó┌ė═│ž╩Ūʱ╚▒ė═Ż¼ė═╬╗╩ŪʱĄ═ė┌ė═ś╦╔ŽĄ─ųĖ╩ŠŠĆĪŻŲĮ─źØÖ╗¼ė═ėąę╗ĘN╩Ūė├├║ė═š{ųŲČ°│╔Ż¼├║ė═ęūō]░l(f©Ī)ĪŻ─ź┤▓į┌š²│Ż╩╣ė├ĢrŻ¼▓┘ū„š▀ę¬Įø(j©®ng)│ŻūóęŌė═ś╦ĪŻ«ö─źŅ^ųąØÖ╗¼ė═Ą═ė┌ė═ś╦╔ŽĄ─ųĖ╩ŠŠĆĢrę¬╝░Ģrča│õØÖ╗¼ė═ĪŻ
ó█─ź┤▓ųŲįņÅS╔╠į┌čb┼õ─źŅ^Ū░ę╗Č©ę¬Öz▓ķė═Łh(hu©ón)ā╚┐ūĄ─ÖEłAČ╚(ÖEłAČ╚Ī▄0Ż«05mm)╝░ė═Łh(hu©ón)╔ŽĄ─l6éĆ5mmµ▌L╩ŪʱŠ∙▓╝ĪŻė═Łh(hu©ón)╩Ū╠ūį┌ų„▌S╔ŽĄ─Ż¼ė═Łh(hu©ón)ā╚łAŠo┘Nį┌ų„▌SĄ─═ŌłA╔ŽŻ¼ė═Łh(hu©ón)Ž┬Č╦ų├ė┌ė═├µŽ┬ĪŻų„▌Są²▐DĢr┐┐ņo─”▓┴┴”Ħäėė═Łh(hu©ón)═¼▓Į╗ž▐DĪŻ«öė═Łh(hu©ón)ā╚┐ūÖEłAČ╚▀^┤¾Ż¼ų„▌S┼cė═Łh(hu©ón)ų«ķgĄ─Įėė|├µ║÷┤¾║÷ąĪŻ¼╔§ų┴Įėė|▓╗ĄĮŻ¼Å─Č°─”▓┴┴”║÷┤¾║÷ąĪŻ¼╔§ų┴¤o─”▓┴┴”Ż¼ī¦ų┬ė═Łh(hu©ón)ą²▐DĢr┐ņĢr┬²Ż¼╣®ė═╦▓Ģrš²│Ż╦▓Ģr▓╗š²│ŻČ°▒¦▌SĪŻ
(3)─źŅ^╗¼äė▌S│ąØÖ╗¼ė═▓╗Ę¹║ŽęÄ(gu©®)Č©ę¬Ū¾ĪŻŲĮ─ź─źŅ^ØÖ╗¼ė═ėąā╔ĘNŻ║ę╗ĘN╩ŪN7Ż»GB3141ÖCąĄė═Ż¼┴Ēę╗ĘN╩Ū1Ę▌N23╠¢ÖCė═┼c9Ę▌├║ė═┤Ņ┼õš{ųŲČ°│╔ĪŻėąą®ė├æ¶ą┬┘ÅŲĮ─źŻ¼╬┤įö╝Üķåūx╩╣ė├šf├„Ģ°Ż¼ų▒Įėūó╚ļŲõ╦¹ą═╠¢Ą─ÖCąĄė═Ż¼Å─Č°ī¦ų┬▒¦▌SĪŻ
(4)ų„▌S┼c╗¼äė▌S│ąų«ķgĄ─ÅĮŽ“ķgŽČ▀^ąĪŻ¼ØÖ╗¼ė═▓╗ęū▌ö╚ļŻ¼ų„▌S┼c╗¼äė▌S│ąų«ķg£ž╔²▀^Ė▀Ż¼ī¦ų┬▒¦▌SĪŻ
(5)╗¼äė▌S│ą╣╬Ž„ĘĮĘ©▓╗š²┤_Ż¼Įėė|³c▓╗Ę¹║Žę¬Ū¾ĪŻ╗¼äė▌S│ą╣╬Ž„ĘĮĘ©▓╗š²┤_Ż¼Įėė|³c▓╗Š∙ä“╗“Įėė|³c▀^╔┘īó╩╣│ą▌dė═─ż▓╗ĘĆ(w©¦n)Č©Ż¼ė═─żäéČ╚▓ŅŻ¼╚ń╣¹╔░▌åš²į┌▀Mąą─źŽ„Ż¼śOęū«a(ch©Żn)╔·▒¦▌SĪŻ
(6)║¾▌S│ąū∙┼c─źŅ^¾w═¼▌SČ╚╝░Č╦├µĄ─┤╣ų▒Č╚Ż¼ęį╝░ā╔ų╗ØLäė▌S│ąų«ķgĄ─═ŌĖ¶╚”Ż¼ā╚Ė¶╚”ŲĮąąČ╚Ų½▓Ņ▀^┤¾ĪŻ«ö«a(ch©Żn)╔·▀@ĘNŪķørĢrŻ¼ų„▌SŪ░Č╦Ż¼╝┤┼c╔░▌å┐©▒PĮėė|Ą─ų„▌SÕF├µ╠°äė┴┐Č╝▒╚▌^┤¾Ż¼ų„▌Sį┌ą²▐DĢrŻ¼ų„▌SÕF├µ╠°äė┴┐Īó╬╗ų├śO▓╗ĘĆ(w©¦n)Č©Ż¼║÷┤¾║÷ąĪĪŻŲõīŹ▀@╩Ūę╗ĘN▒Ē├µ¼F(xi©żn)Ž¾Ż¼╦³Ę┤ė│┴╦ų„▌S▌Są─į┌Ų»ęŲŻ¼Ūę▓╗ĘĆ(w©¦n)Č©Ż¼Å─Č°ī¦ų┬│ą▌dė═─ż▓╗ĘĆ(w©¦n)Č©Ż¼ė═─żäéČ╚▓ŅĪŻ╚ń╣¹╔░▌å▀Mąą─źŽ„Ż¼śOęū«a(ch©Żn)╔·▒¦▌SĪŻ
(7)┤╣ų▒▀MĄČ┴┐▀^┤¾Ż¼│¼žō║╔ŪąŽ„ĪŻ▀@Ģr╔░▌å▐D╦┘Ž┬ĮĄŻ¼│ą▌dė═─żäéČ╚Ž┬ĮĄŻ¼ų„▌S┼c╗¼äė▌S│ąų«å¢ą╬│╔ĘŪę║¾w─”▓┴Ż¼ūŅĮKī¦ų┬▒¦▌SĪŻŲĮ─ź─źŅ^«a(ch©Żn)╔·▒¦▌SĄ─ę“╦ž▌^ČÓŻ¼į┌īżšę▒¦▌SĄ─įŁę“ĢrŻ¼Ūą▓╗┐╔ūźūĪę╗³c▓╗╝░ŲõėÓŻ¼æ¬ČÓęĢĮŪĪó╚½ĘĮ╬╗┼┼│²╣╩šŽĪŻ
╗¼äė▌S│ą▒¦▌S║¾Ą─ą▐└Ē╝░ŲõŅAĘ└▒¦▌SĄ─┤ļ╩®
(1)┼õū„Ž“ą─Ū“▌S│ą210Ż¼D╝ēų«ķgĄ─═ŌĖ¶╚”ā╚Ė¶╚”(«ö▓╔ė├ā╔éĆ46210Ż¼D╝ēĮŪĮėė|Ū“▌S│ąĢr▓╗ąĶę¬┼õĖ¶╚”)Ż¼į┌▌S│ąå¢╩®ė┌20kgĄ─▌SŽ“┴”┤_Č©ā╚═ŌĖ¶╚”Ą─Ė▀Č╚▓ŅŻ¼═¼Ģrā╚═ŌĖ¶╚”Ą─ā╔Č╦├µŲĮąąČ╚Ī▄0.003ramĪŻ
(2)īó║¾▌S│ąū∙Ż¼ØLäė▌S│ąŻ¼▌S│ą═ŌĖ¶╚”ā╚Ė¶╚”čbį┌ų„▌S╔ŽŻ¼╚╗║¾īó╔Ž╩÷ĮM║Ž╝■čb╚ļ─źŅ^¾wā╚ĪŻ
(3)īó─źŅ^¾w┤╣ų▒Ę┼ų├(ų„▌SÕF├µ│»╔Ž)▓╗čb╗¼äė▌S│ąŻ¼£y┴┐ų„▌SĄ─ÅĮŽ“╠°äėĪ▄0.1mmĪŻīó░┘Ęų▒Ēū∙╬³į┌ų„▌SČ╦Ņ^Ż¼▒ĒßśųĖŽ“Ū░▌S│ąū∙ā╚ÅĮŻ¼£y┴┐ų„▌S┼cŪ░▌S│ąū∙═¼▌SČ╚Ī▄0.02mmĪŻ╚ń£y┴┐öĄ(sh©┤)ųĄ│¼▓Ņæ¬ųžą┬š{š¹▌S│ąā╚═ŌĖ¶╚”Ż¼ą▐─ź─źŅ^¾wĄ─║¾Č╦├µų▒ų┴▀_ĄĮę¬Ū¾×ķų╣ĪŻ
(4)ų„▌S┼c╗¼äė▌S│ą┼õ╣╬ĪŻ┼õ╣╬Ģræ¬ūóęŌŻ║ó┘╦∙═┐Ą─╝tĄżĘ█╗“š▀╝t─½ė═▓╗─▄╠½ŽĪĪŻ═┐─©Ģr權∙ä“ĪŻó┌ė├╣╬ĄČ╣╬Ž„╗¼äė▌S│ąĢr10kgĄ─ÅĮŽ“┴”Ż¼š{š¹ų„▌S┼c╗¼äė▌S│ąū∙ķgŽČų┴0.02Ī¬0.025mmĪŻ
(7)╗¼äė▌S│ą░┤ę¬Ū¾ūó╚ļØÖ╗¼ė═Ż¼ūó╚ļĢræ¬ė├ŠI▓╝▀^×VĪŻ
(8)─źŅ^¾w╦«ŲĮĘ┼ų├Ż¼┐š▀\▐D4hŻ¼ūīų„▌S┼c╗¼äė▌S│ąĄ├ĄĮ│õĘųĄ─┼▄║ŽŻ¼£y┴┐▌S│ą£ž╔²Ī▄30ĪµĪŻ
(9)īó─źŅ^¾wā╚Ą─ØÖ╗¼ė═╚½▓┐Ę┼Ą¶ĪŻ░┤ę¬Ū¾ųžą┬ūó╚ļØÖ╗¼ė═ĪŻūóė═Ģræ¬ė├ŠI▓╝▀^×VĪŻėą▒žę¬┐╔│ķ▓ķØÖ╗¼ė═Ą─ŪÕØŹČ╚ĪŻ░┤ųž┴┐Ę©Öz“×Ųõļs┘|Īó╬█╬’▓╗æ¬│¼▀^200mgĪŻ
(10)š{š¹ų„▌S┼c╗¼äė▌S│ąū∙ų«ķgĄ─ķgŽČų┴0.03~0.04mmŻ¼ķ_▄ćįć▀\ąąĪŻ£y┴┐ų„▌SÕF├µÅĮŽ“╠°äė║═ų„▌S▌SŽ“ĖZäėŻ¼┼fÖC┤▓Š∙æ¬Ī▄0.01ramŻ¼ą┬│÷ÅSĄ─ÖC┤▓Š∙æ¬Ī▄0.005mmĪŻ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū