
為什么會有公差與配合的概念?
這個得從互換性說起!什么是互換性?在機械和儀器制造工業中,零、部件的互換性是指在同一規格的一批零件或部件中,任取其一,不需任何挑選或附加修配(如鉗工修理)就能裝在機器上,達到規定的性能要求。
為滿足機械制造中零件所具有的互換性,要求生產零件尺寸應在允許的公差范圍之內。這就必須對一種零件的形式、尺寸、精度、性能等規定一個統一的標準。同類產品還需按尺寸大小合理分檔,以減少產品的系列,這就是產品標準化。
1)從使用方面看,如人們經常使用的自行車和手表的零件,生產中使用的各種設備的零件等,當它們損壞以后,修理人員很快就可以用同樣規格的零件換上,恢復自行車、手表和設備的功能。而在某些情況下,互換性所起的作用還很難用價值來衡量。例如在戰場上,要立即排除武器裝備的故障,繼續戰斗,這時做主零、部件的互換性是絕對必要的。
2)從制造方面來看,互換性是提高生產水平和進行文明生產的有力手段。裝配時,不需輔助加工和修配,故能減輕裝配工人的勞動強度,縮短裝配周期,并且可使裝配工人按流水作業方式進行工作,以致進行自動裝配,從而大大提高生產效率。加工時,由于規定有公差,同一部機器上的各種零可以同時加工。用量大的標準件還可以由專門工廠單獨生產。這樣就可以采用高效率的專用設備,乃致采用計算機輔助加工。這樣產量和質量必然會得到提高,成本也會顯著降低。
3)從設計方面看,由于采用互換原則設計和生產標準零碎、部件,可以簡化繪圖、計算等工作,縮短設計周期,并便于用計算機輔助設計。
公差與配合的概念
一、公差的有關術語
零件在加工過程中,由于機床精度、刀具磨損、測量誤差等的影響,不可能把零件的尺寸加工得絕對準確。為了保證互換性,必須將零件尺寸的加工誤差限制在一定范圍內,規定出尺寸的變動量。
1、基本尺寸
根據零件的強度和結構要求,設計時確定的尺寸。
2、實際尺寸
通過測量所得到的尺寸。
3、極限尺寸
允許尺寸變動的兩個界限值。它是以基本尺寸為基數來確定的。兩個界限值中較大的一個稱為最大極限尺寸;較小的一個稱為最小極限尺寸。
4、尺寸偏差(簡稱偏差)
某一尺寸減去其基本尺寸所得的代數差。尺寸偏差有:
上偏差=最大極限尺寸-基本尺寸
下偏差=最小極限尺寸-基本尺寸
上、下偏差統稱為極限偏差,上、下偏差可以是正值、負值或零。
國家標準規定:孔的上偏差代號為ES,孔的下偏差代號為EI;軸的上偏差代號為es,軸的下偏差代號為ei.
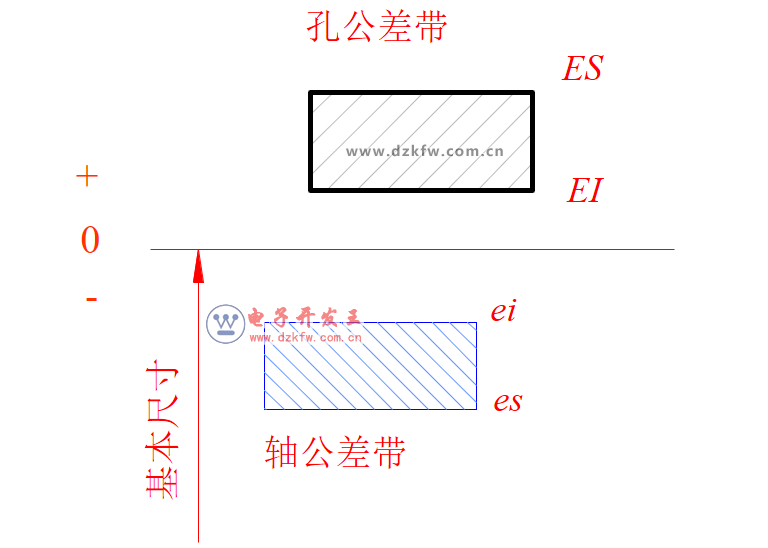
公差帶圖
5、尺寸公差(簡稱公差)
允許尺寸的變動量。
尺寸公差=最大極限尺寸-最小極限尺寸
=上偏差-下偏差
因為最大極限尺寸總是大于最小極限尺寸,亦即上偏差總是大于下偏差,所以尺寸公差一定為正值。
6、零線、公關帶和公差帶圖
零線是在公差帶圖中用以確定偏差的一條基準線,即零偏差線。通常零線表示基本尺寸。在零線左端標上“0”“+”、“-”號,零線上方偏差為正;零線下方偏差為負。公差帶是由代表上、下偏差的兩條直線所限定的一個區域,公差帶的區域寬度和位置是構成公差帶的兩個要素。
7、標準公差與標準公差等級
標準公差是國家標準所列的以確定公差帶大小的任一公差。標準公差等級是確定尺寸精確程度的等級。標準公差分20個等級,即IT01、IT0、IT1~IT18,表示標準公差,阿拉伯數字表示標準公差等級,其中IT01級最高,等級依次降低,IT18級最低。對于一定的基本尺寸,標準公差等級愈高,標準公差值愈小,尺寸的精確程度愈高。
8、基本偏差
用以確定公差帶相對于零線位置的上偏差或下偏差。一般是指靠近零線的那個偏差,當公差帶位于零線上方時,其基本偏差為下偏差,當公差帶位于零線下方時,其基本偏差為上偏差。
根據實際需要,國家標準分別對孔和軸各規定了28個不同的基本偏差,如下圖所示。孔、軸的基本偏差數值可從有關表中查出。
基本偏差系列
從上圖中可知:
1)基本偏差代號用拉丁字母表示,大寫字母表示的基本偏差代號,小寫字母表示軸的基本偏差代號。由于圖中用基本偏差只表示公差帶大小,故公差帶一端畫成開口。
2)本偏差從A~H為下偏差,J~ZC為上偏差,JS的上下偏差分別為+IT/2和-IT/2。
3)軸的基本偏差從a~h為上偏差,j~zc為下偏差,js的上下偏差分別為+IT/2T和-IT/2。孔和軸的另一偏差可由基本偏差和標準公差算出。
二、配合的有關術語
在機器裝配中,基本尺寸相同的、相互結合的孔和軸的公差帶之間的關系,稱為配合。由于孔和軸的實際尺寸不同,裝配后可以產生“間隙”或“過盈”。在孔與軸的配合中,孔的尺寸減去軸的尺寸所得的代數差為正值時是間隙,為負值時是過盈。
1.配合的種類
配合按其出現間隙或過盈的不同,分為三類:
1)間隙配合孔的公差帶在軸的公關帶之上,任取其中一對孔和軸相配都成為具有間隙(包括最小間隙為零)的配合,如上圖a所示。
2)過盈配合孔的公差帶在軸的公差帶之下,任取其中一對孔和軸相配都為為具有過盈(包括最小間隙為零)的配合,如上圖b所示。
3)過度配合孔的公差帶在軸的公差帶相互交疊,任取其中一對孔和軸相配,可能是具有間隙,也可能具有過盈的配合,如上圖c所示。
2、配合的基準制
國家標準規定了兩種基準制,如下圖所示。
兩種基準制
1)基孔制基本偏差為一定的孔的公差帶與基本偏差的軸的公差帶構成種配合的一種制度,如圖a所示。也就是在基本尺寸相同的配合中將孔的公差帶位置固定,通過變換軸的公差帶位置得到不同的配合。基孔制的孔稱為基準孔,國家標準中規定基準孔的下偏差為零,“H”為基準孔的基本偏差代號。
2)基軸制基本偏差為一定的軸的公差帶與不同基本偏差的孔的公差帶構成各種配合的一種制度,如圖b所示。也就是在基本尺寸相同的配合中將軸的公差帶位置固定,通過變換的孔的公差帶位置得到不同的配合。基軸心制的孔稱為基準軸套,國家標準中規定基準軸的上偏差為零,“h”為基準軸的基本偏差代號。
從基本偏差系列圖中可以看出:
在基孔制中,基準孔H與軸配合,a~h(共11種)用于間隙配合;j~n(共5種)主要用于過度配合;(n、p、r可能為過度配合或過盈配合);p~zc(共12種)主要用于過盈配合。
在基軸制中,基準軸h與孔配合,A~H(共11種)用于間隙配合;J~N(共5種)主要用于過度配合;(N、P、R可能為過度配合或過盈配合);P~ZC(共12種)主要用于過盈配合。
形狀公差
形狀公差是指單一實際要素的形狀所允許的變動全量。形狀公差用形狀公差帶表達。形狀公差帶包括公差帶形狀、方向、位置和大小等四要素。形狀公差項目有:直線度、平面度、圓度、圓柱度、線輪廓度、面輪廓度等6項。
(1)直線度
直線度是表示零件上的直線要素實際形狀保持理想直線的狀況。也就是通常所說的平直程度。直線度公差是實際線對理想直線所允許的最大變動量。也就是在圖樣上所給定的,用以限制實際線加工誤差所允許的變動范圍。
(2)平面度
平面度是表示零件的平面要素實際形狀,保持理想平面的狀況。也就是通常所說的平整程度。平面度公差是實際表面對平面所允許的最大變動量。也就是在圖樣上給定的,用以限制實際表面加工誤差所允許的變動范圍。
(3)圓度
圓度是表示零件上圓的要素實際形狀,與其中心保持等距的情況。即通常所說的圓整程度。圓度公差是在同一截面上,實際圓對理想圓所允許的最大變動量。也就是圖樣上給定的,用以限制實際圓的加工誤差所允許的變動范圍。
(4)圓柱度
圓柱度是表示零件上圓柱面外形輪廓上的各點,對其軸線保持等距狀況。圓柱度公差是實際圓柱面對理想圓柱面所允許的最大變動量。也就是圖樣上給定的,用以限制實際圓柱面加工誤差所允許的變動范圍。
(5)線輪廓度
線輪廓度是表示在零件的給定平面上,任意形狀的曲線,保持其理想形狀的狀況。線輪廓度公差是指非圓曲線的實際輪廓線的允許變動量。也就是圖樣上給定的,用以限制實際曲線加工誤差所允許的變動范圍。
(6)面輪廓度
面輪廓度是表示零件上的任意形狀的曲面,保持其理想形狀的狀況。面輪廓度公差是指非圓曲面的實際輪廓線,對理想輪廓面的允許變動量。也就是圖樣上給定的,用以限制實際曲面加工誤差的變動范圍。
位置公差
位置公差是指關聯實際要素的位置對基準所允許的變動全量。
(1)定向公差
定向公差是指關聯實際要素對基準在方向上允許的變動全量。這類公差包括平行度、垂直度、傾斜度3項。
(2)定位公差
定位公差是關聯實際要素對基準在位置上允許的變動全量。這類公差包括同軸度、對稱度、位置度3項。
(3)跳動公差
跳動公差是以特定的檢測方式為依據而給定的公差項目。跳動公差可分為圓跳動與全跳動。
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底