
Ė„╬╗┼¾ėčéā┤¾╝ę║├Ż¼Ū░Äū╠ņŻ¼ĮėĄĮ▀@śėĄ─ę╗éĆ(g©©)ĒŚ(xi©żng)─┐Ż¼ėąę╗┼_┐p╝xÖC(j©®)Ż¼ąĶę¬ų„▌SļŖÖC(j©®)ę╗ų▒▐D(zhu©Żn)Ż¼├┐▐D(zhu©Żn)ę╗╚”ļŖÖC(j©®)Å─ūŅĖ▀Ą─╬╗ų├į·Ž┬Ż¼į·ĄĮ▓╝╔Ž├µŻ¼╚╗║¾╔Ž╔²ĄĮūŅĖ▀Ż¼ę╗┼_▓Į▀M(j©¼n)ļŖÖC(j©®)└Łäė▓╝Śl═∙Ū░ū▀ę╗ąĪĖ±Ż¼Ż©į┌ßś▓ÕŽ┬╚źĢr(sh©¬)ę¬äėū„═Ļ│╔Ż®▓╗öÓ裣h(hu©ón)▀@ā╔éĆ(g©©)▀^│╠Ż¼ū▀│÷╚ńŽ┬łD╦∙╩ŠĄ─┐pŠĆĪŻ
▀@éĆ(g©©)░Ė└²Ą─ļy³c(di©Żn)į┌ė┌╦┘Č╚Ą─š{(di©żo)╣Ø(ji©”)Ż¼ų„▌SļŖÖC(j©®)Ą─╦┘Č╚ĘŪ│Ż┐ņŻ©¼F(xi©żn)ł÷╩Ū3000▐D(zhu©Żn)/ĘųńŖŻ®Ż¼ąĶę¬┐p╝xßś▓ÕŽ┬ų«Ū░Ż¼▓╝ŚlęŲäė═Ļ«ģŻ¼▓╗─▄į┌ßś▓ÕŽ┬Ģr(sh©¬)└Łäė▓╝ŚlĪŻŻ©▀@éĆ(g©©)äėū„ŲõīŹ(sh©¬)ū÷┴╦║å╗»Ą─Ż¼īŹ(sh©¬)ļHĒŚ(xi©żng)─┐ėą4éĆ(g©©)▓Į▀M(j©¼n)ļŖÖC(j©®)Ż¼Ė³╝ėÅ═(f©┤)ļsŻ®
ę╗ĪóĘĮ░ĖA
╩╣ė├ŽÓī”Č©╬╗ųĖ┴ŅŻ¼═©▀^ŠÄŽ┬├µĄ─┤aŲ„ėøõøų„▌SļŖÖC(j©®)Ą─ĮŪČ╚Ż¼┤¾ė┌ī”æ¬(y©®ng)ĮŪČ╚Ģr(sh©¬)Ż¼ė|░l(f©Ī)ī”æ¬(y©®ng)ŽÓī”Č©╬╗Ż¼Č©╬╗Ą─╦┘Č╚ę¬ĘŪ│Ż┐ņĪŻ
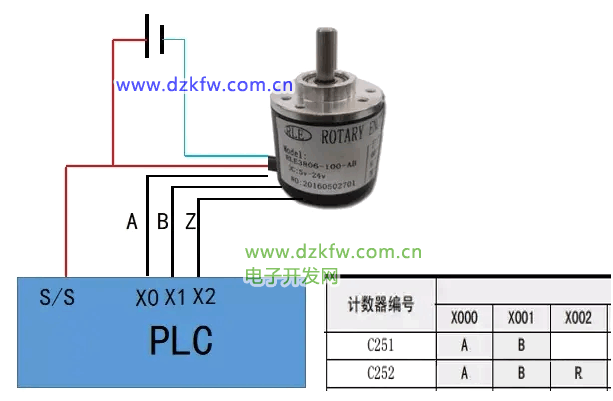
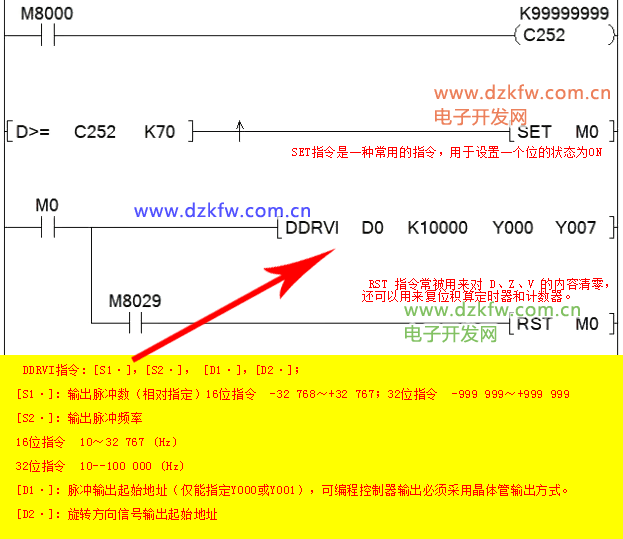
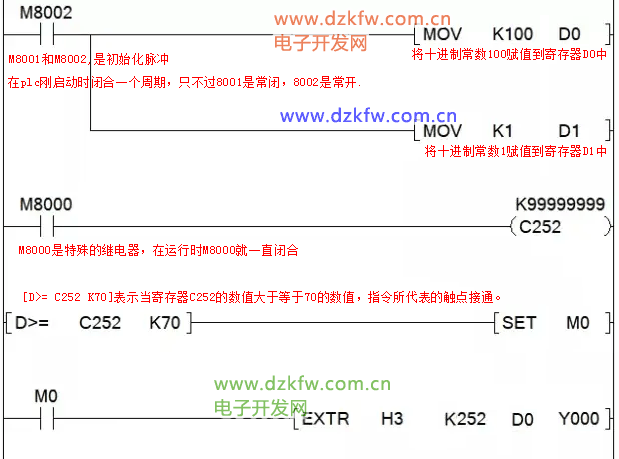
═©▀^š{(di©żo)įćŻ¼ūī┐p╝xÖC(j©®)▐D(zhu©Żn)ĄĮūŅĖ▀╬╗Ģr(sh©¬)Ż¼ŠÄ┤aŲ„Ģ■Ėąæ¬(y©®ng)ĄĮX2,┤╦Ģr(sh©¬)Ė▀╦┘ėŗ(j©¼)öĄ(sh©┤)Ų„Ģ■ŪÕ┐šŻ╗┤╦Ģr(sh©¬)Ż¼┐╔ęįė^▓ņĄĮŻ¼ų„▌S▐D(zhu©Żn)äėĄĮßśäéļxķ_▓╝├µĢr(sh©¬)Ż¼C251ā╚(n©©i)▓┐Ą─ųĄ╩Ū70Ż¼╬ęéāīæ│╠ą“Š═┐╔ęįė├▀@éĆ(g©©)ą┼╠¢Ż¼ė|░l(f©Ī)Č©╬╗Ą─┐žųŲ│╠ą“Ż¼D0ė╔Ųõ╦¹│╠ą“ųĖ┴ŅęŲäėĄ─╬╗ęŲ┴┐Ż¼│╠ą“╚ńŽ┬łDŻ║
å¢Ņ}³c(di©Żn)Ż║▀@ĘNū÷Ę©ėąę╗éĆ(g©©)▒ū▓ĪŻ¼▓Į▀M(j©¼n)ļŖÖC(j©®)äėū„▀^┐ņĢ■«a(ch©Żn)╔·æTąįŻ¼ī¦(d©Żo)ų┬└Ł│÷Ą─ķLČ╚▓╗Š∙ä“ĪŻ
╦∙ęį▀@ĘN░Ė└²ūŅ║├╩╣ė├═¼▓ĮĄ─╣”─▄Ż¼Š═╩Ūų„▌SļŖÖC(j©®)├┐▐D(zhu©Żn)äėę╗Č©ĮŪČ╚Ż¼└Ł▓╝Ą─ļŖÖC(j©®)░▓čbę╗Č©▒╚└²Ż¼ū▀ę╗Č©Ą─ĮŪČ╚ĪŻ
╩╣ė├═¼▓Į╣”─▄Ż¼ę╗░ŃĄ─┐žųŲŲ„╩Ū▓╗Š▀éõ▀@śėĄ─╣”─▄ĪŻ─├╚²┴ŌĄ─┐žųŲŲ„üĒšfŻ¼ę¬╩╣ė├5U╗“š▀QŽĄ┴ąĄ─┐žųŲŲ„Ż¼┘Å┘Iī”æ¬(y©®ng)Ą─▀\(y©┤n)äė┐žųŲ┐©Ż╗▀@śėĄ─│╔▒Š╠½Ė▀┴╦Ż¼ī”ė┌┐p╝xÖC(j©®)▀@śėę╗┼_ąĪą═Ą─įO(sh©©)éõüĒšfŻ¼│╔▒ŠäØ▓╗üĒĪŻ
Č■ĪóĘĮ░ĖB
┐╔ęį┘Å┘Ić°«a(ch©Żn)Ą─╣ż┐ž░ÕŻ¼╣ż┐ž░Õąįār(ji©ż)▒╚Ė▀Ż¼į┌ć°ā╚(n©©i)ąĪą═įO(sh©©)éõæ¬(y©®ng)ė├ĘŪ│ŻČÓŻ╗Č°ŪęļSų°ūįäė╗»ąąśI(y©©)Ą─’w╦┘░l(f©Ī)š╣Ż¼║▄ČÓ╣ż┐ž░ÕĄ─ąį─▄╚½▓┐│¼įĮįŁčbĄ─╚²┴ŌŲĘ┼ŲĄ─Ż©ų╗▓╗▀^į┌ĘĆ(w©¦n)Č©ąįĘĮŽ“Ģ║Ģr(sh©¬)▀Ćø]▐kĘ©µŪ├└š²ŲĘ╚²┴Ō║═╬„ķTūėŻ®Ż¼╦∙ęįų╗ąĶ꬚ęĄĮę╗┐ŅĦėą═¼▓Į╣”─▄Ą─╣ż┐ž░ÕŠ═─▄ĮŌøQ▀@éĆ(g©©)å¢Ņ}ĪŻ

Ė∙ō■(j©┤)įō─ŻēK╩ųāį└’├µĄ─├Ķ╩÷Ż¼┐╔ęįī”│╠ą“▀M(j©¼n)ąąā×(y©Łu)╗»Ż¼▓Į▀M(j©¼n)ļŖÖC(j©®)Ė·ļSC252Ż©╝┤ų„▌SŻ®äėū„Č°äėū„Ż¼┐╔ęįĮo╦³įO(sh©©)Č©ę╗éĆ(g©©)▒╚└²Ż©²X▌åĘųūė/²X▌åĘų─ĖŻ®Ż¼▒╚╚ńŽŻ═¹Ė▀╦┘ėŗ(j©¼)öĄ(sh©┤)Ų„1éĆ(g©©)├}ø_Ż¼ī”æ¬(y©®ng)▓Į▀M(j©¼n)ļŖÖC(j©®)ū▀100éĆ(g©©)├}ø_Ż¼┐╔ęįŠÄīæęįŽ┬│╠ą“Ż║
▀@śėÅ─▌S▓Į▀M(j©¼n)ļŖÖC(j©®)Š═─▄Ė·ļSų„▌SĄ─äėū„Ż¼īŹ(sh©¬)Ģr(sh©¬)▐D(zhu©Żn)äėī”æ¬(y©®ng)ĮŪČ╚Ż¼▀\(y©┤n)ąąŲüĒĖ³╝ėĮz╗¼ĪŻ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū