
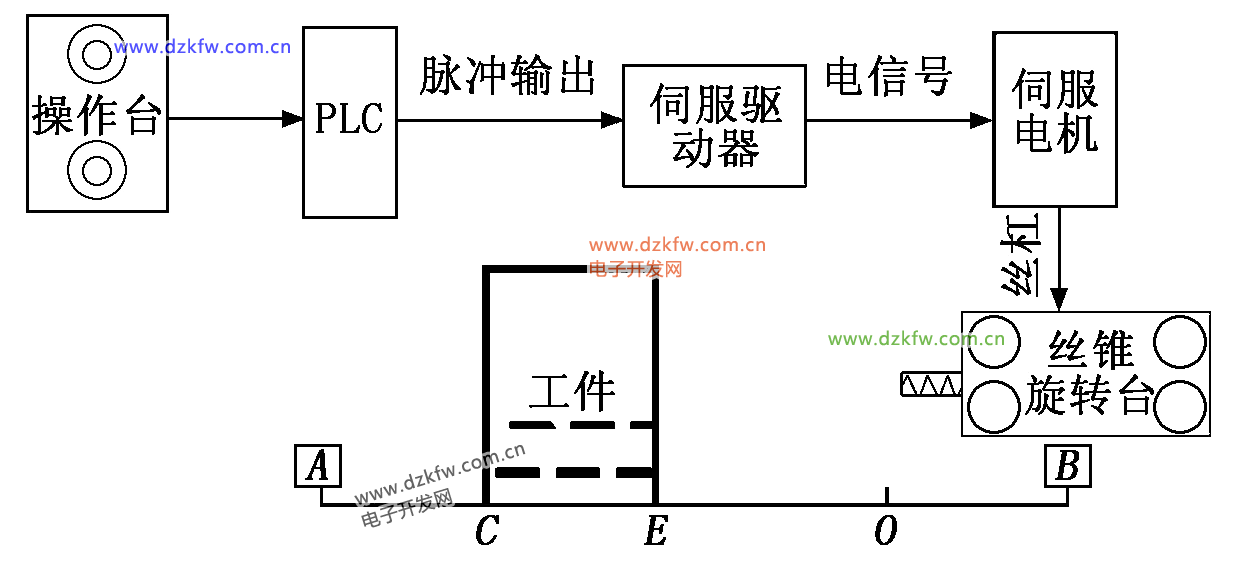
PLC┐žųŲĄ─īŻė├ūįäė╣źĮzŽĄĮyįOėŗ
š¬ę¬Ż║ßśī”─│Ų¾śIīŻė├┴Ń╝■╣źĮz╔·«aą¦┬╩Ą═Īó╝ė╣żŠ½Č╚▓ŅĄ╚å¢Ņ}Ż¼įOėŗ┴╦īŻė├ūįäė╣źĮzŽĄĮyĪŻįōŽĄĮyų„ę¬ęį╬„ķTūė200ŽĄ┴ąPLC×ķų„┐žųŲŲ„Ż¼╦╔Ž┬A5ŽĄ┴ą╦┼Ę■ļŖÖC×ķł╠ąąÖCśŗŻ¼┼õ╠ū╦┼Ę■“īäėŲ„×ķė▓╝■ŲĮ┼_ĪŻ╩╣ė├STEP7-Micro/WIN▄ø╝■ŠÄīæųĖ┴Ņ«a╔·Ė▀╦┘├}ø_┤«īŹ¼F╦┼Ę■“īäėŲ„Ą─╬╗ų├┐žųŲŻ¼ūŅĮKīŹ¼F┴╦ĮzÕFī”┴Ń╝■Ą─Š½┤_Č©╬╗╝ė╣żĪŻŽĄĮy▓┘ū„║åå╬Īó▀\ąą░▓╚½ĘĆČ©Ż¼╠ßĖ▀┴╦╔·«aą¦┬╩Ż¼ĮĄĄ═┴╦╝ė╣ż│╔▒ŠĪŻ
ĻPµIį~Ż║īŻė├ūįäė╣źĮzŽĄĮyŻ╗PLCŻ╗╦┼Ę■ļŖÖCŻ╗╬╗ų├┐žųŲ
0ĪĪę²čį
į┌ūįäė╗»╔·«aĪó╝ė╣żųŲįņ▀^│╠ųąŻ¼Įø│ŻąĶę¬ī”╝ė╣ż┴Ń┼õ╝■▀Mąą╣źĮzŻ¼╚╗Č°é„ĮyĄ─╝ė╣żįOéõ╔·«aą¦┬╩Ą═Ż¼Ūę«aŲĘ╣źĮzŠ½Č╚▓╗─▄▒ŻūCĪŻ─┐Ū░╩ął÷╔ŽĄ─ūįäė╣źĮzįOéõārĖ±░║┘FŻ¼▓┘ū„Å═ļsŻ¼×ķØMūŃ┐ņ╦┘Ė▀Š½Č╚Ą─╝ė╣żę¬Ū¾Ż¼į┌▀\äė┐žųŲŽĄĮyųąŻ¼═©│Żęį╦┼Ę■ļŖÖCū„×ķ“īäėįOéõĪŻ▒Š╬─ĮY║ŽPLC┐╣Ė╔ö_─▄┴”ÅŖĪóĘĆČ©ąį║├Ą╚ā׳cŻ¼▓╔ė├╬„ķTūėPLC┐žųŲ╦┼Ę■ļŖÖCĄ─ą²▐D▀\äė▓óīóŲõ▐D╗»×ķĮzÕFĄ─ų▒ŠĆ▀\äė▀@ę╗╦╝ŽļŻ¼įOėŗ┴╦īŻė├ūįäė╣źĮzŽĄĮyĪŻ
1ĪĪ┐žųŲŽĄĮyĘĮ░Ė
1.1ĪĪūįäė╣źĮzŽĄĮyų„ę¬ĮM│╔
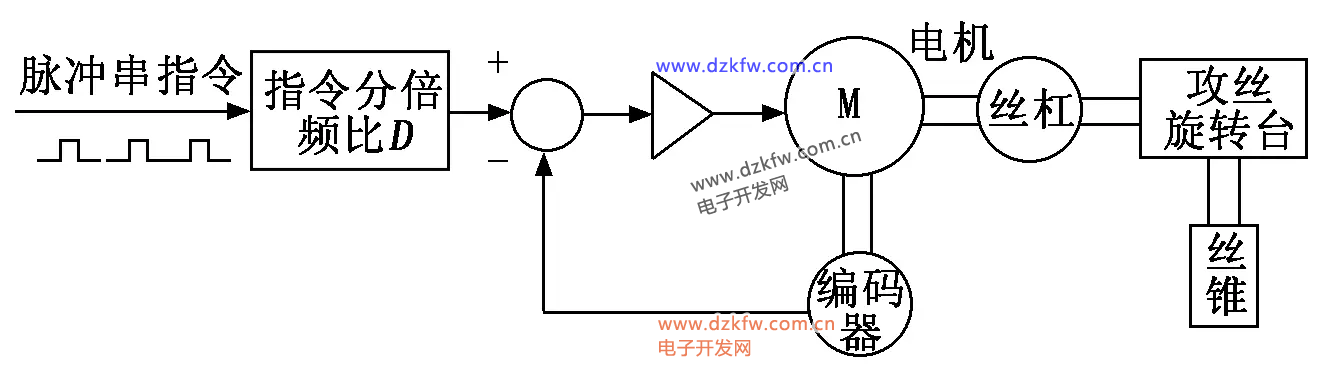
łD1×ķūįäė╣źĮzŽĄĮy╣żū„╩ŠęŌłDĪŻ▒ŠŽĄĮyų„ę¬ė╔▓┘ū„┼_┐žųŲPLC░l╦═├}ø_ųĖ┴ŅüĒ┐žųŲ╦┼Ę■“īäėŲ„Ż¼╦┼Ę■“īäėŲ„░čĮė╩šĄĮĄ─├}ø_ą┼╠¢▐D╗»×ķļŖą┼╠¢üĒ“īäė╦┼Ę■ļŖÖCĄ─▐DäėÅ─Č°┐žųŲĮzÕFą²▐D┼_╔ŽĄ─ĮzÕFī”╣ż╝■▀Mąą╣źĮzĪŻĖ∙ō■▒╗┐žī”Ž¾║═▌ö╚ļ▌ö│÷ą┼╠¢Ą─öĄ┴┐ĪóŅÉą═╝░┐žųŲę¬Ū¾[2-3]Ż¼øQČ©▓╔ė├╬„ķTūėPLC CPU224XP CN DC\DC\DCū„×ķų„┐žųŲŲ„Ż¼┐╝æ]ĄĮ╔·«a╝ė╣żŠ½Č╚ę¬Ū¾Ż¼▀xė├┬▌ŠÓ×ķ5 mmĄ─ĮzĖ▄Ż¼ĮzÕFęÄĖ±M5ĪŻ×ķĘĮ▒Ńė├æ¶╩╣ė├Ż¼į┌▓┘ū„┼_╔ŽĘųäeįOų├┴╦åóäė░┤Ōo║══Żų╣░┤ŌoŻ¼╣żū„┼_Ą─┴Ń³cČ©╬╗║═│¼│╠Ž▐╬╗ė╔Ė▀Š½Č╚ļŖĖą╩ĮĮėĮ³ķ_ĻPīŹ¼FŻ¼ŲõųąAĪóB╠Ä×ķŽ▐╬╗ķ_ĻPŻ¼O╠Ä×ķįŁ³cÖz£yķ_ĻPĪŻ
łD1ĪĪūįäė╣źĮzŽĄĮy╣żū„╩ŠęŌłD
1.2ĪĪ╦┼Ę■ļŖÖCĄ─▀x╚Ī┼c┐žųŲĘĮ╩ĮĄ─▀xō±
Ė∙ō■ļŖÖC╦∙ąĶžō▌d┼ż┴”Īó╦┘Č╚ĪóŠ½Č╚Ą╚ę¬Ū¾Ż¼▒ŠŽĄĮy▀xė├╦╔Ž┬Į╗┴„╦┼Ę■ļŖÖCMSME041G1Ż¼┼õ╠ū╦┼Ę■“īäėŲ„MCDHT3120ū„×ķ▒ŠŽĄĮyĄ─äė┴”▓┐ĘųĪŻė╔ė┌╬╗ų├┐žųŲ─Ż╩Į╩Ū═©▀^═Ō▓┐▌ö╚ļ├}ø_ųĖ┴ŅüĒ┤_Č©▐Däė▌S▐Däė╦┘Č╚Ą─┐ņ┬²┼c▐DäėĄ─ĮŪČ╚Ż¼╣╩▒ŠŽĄĮy▓╔ė├╬╗ų├┐žųŲ─Ż╩Į┐žųŲ╦┼Ę■ļŖÖCĄ─åó═ŻĪóš²▐D║═Ę┤▐DĪŻ
2ĪĪ┐žųŲŽĄĮyĄ─ļŖ┬ĘįOėŗ
2.1ĪĪ┐žųŲŽĄĮyįŁ└Ē
łD2×ķ┐žųŲŽĄĮyįŁ└ĒłDĪŻPLC░┤šš╦∙ŠÄīæĄ─│╠ą“ųĖ┴Ņ░l╦═├}ø_ą┼╠¢Įo╦┼Ę■“īäėŲ„Ż¼Įø▀^×V▓©▒ČŅl╠Ä└Ē║¾▌ö│÷ŽÓæ¬ļŖą┼╠¢▓ó▐DōQ│╔ļŖäėÖC▌S╔ŽĄ─ĮŪ╬╗ęŲ╗“ĮŪ╦┘Č╚Ż¼═©▀^▌S╔ŽĄ─┬ō▌SŲ„Ħäė╣źĮzą²▐D┼_╔ŽĄ─ĮzĖ▄╩╣ĮzÕFū÷ų▒ŠĆ▀\äėŻ¼ę“┤╦ų╗ąĶ꬚{╣Ø▌ö│÷Ą─├}ø_ą┼╠¢Š═┐╔ęįķgĮė═Ļ│╔ĮzÕFęŲäėĄ─╦┘Č╚║═ŠÓļx┐žųŲĪŻęčų¬ŠÄ┤aŲ„ęÄĖ±×ķ20 bit,ļŖÖCĄ─Ņ~Č©▐D╦┘×ķ3 000 r/minŻ¼ĮzĖ▄═©▀^┬ō▌SŲ„ų▒Įė┼c╦┼Ę■ļŖÖC┬ōĮėŻ¼é„äė▒╚×ķ1Ī├1Ż¼ŲõųąŽ┬Ž▐╬╗é„ĖąŲ„╦∙į┌╬╗ų├AŠÓļx╣ż╝■Ąū├µC╩Ū20 mmŻ¼╔ŽŽ▐╬╗é„ĖąŲ„B╦∙į┌╬╗ų├ŠÓļxįŁ³cO╩Ū20 mmŻ¼ĮzÕFį┌įŁ³cOŠÓļx╣ż╝■▒Ē├µEĄ─┤╣ų▒Ė▀Č╚╩Ū100 mmŻ¼╣ż╝■ąĶę¬╣źĮzĄ─│▀┤ń×ķ60 mmĪŻĮY║Ž╝ė╣żŠ½Č╚┼c╔·«aą¦┬╩┐╝æ]Ż¼įOČ©╬╗ų├Ęų▒µ┬╩”żM=0.005 mmŻ¼ätųĖ┴ŅĘų▒ČŅl▒╚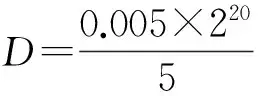 =
= ĪŻ
ĪŻ
Å─įŁ³c╬╗ų├O▀\äėĄĮ╣ż╝■▒Ē├µ╬╗ų├E╦∙ąĶ├}ø_öĄ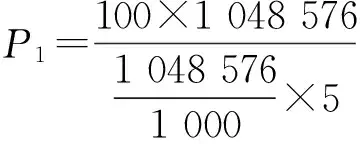 =2.0Ī┴104Ż¼
=2.0Ī┴104Ż¼
Å─╣ż╝■▒Ē├µE╬╗ų├╣źĮzĄĮ─┐ś╦╬╗ų├C╦∙ąĶ├}ø_öĄ =1.2Ī┴104ĪŻ
=1.2Ī┴104ĪŻ
2.2ĪĪ╦┼Ę■ļŖÖC┼c“īäėŲ„ļŖ┬ĘįOėŗ
łD3×ķ╦┼Ę■“īäėŲ„ų„ę¬ĮėŠĆłDĪŻłD3ųąŻ¼L1ĪóL2ĪóL3×ķ╦┼Ę■“īäėŲ„Ą─ų„╗ž┬ĘļŖį┤ĮėŠĆČ╦ūėŻ¼L1CĪóL2C×ķ┐žųŲ╗ž┬ĘļŖį┤ĮėŠĆČ╦ūėŻ¼▓ó┬ō║¾Įė╚ļĮ╗┴„220 VļŖį┤Ż╗UĪóVĪóW×ķ▌ö│÷ļŖÖCĄ─ļŖį┤ĮėŠĆČ╦ūėŻ¼PE×ķļŖÖCĄ─ĄžŠĆČ╦ūėŻ¼╦┼Ę■ļŖÖCŠÄ┤aŲ„ŠĆ┼c“īäėŲ„X6Įė┐┌ī”ĮėŻ╗ALM+/ALM-×ķł¾Š»ą┼╠¢▌ö│÷Č╦ūė,ALM-ĮėPLC▌ö╚ļČ╦ūėI0.2Ż╗RDY+/RDY-×ķ╦┼Ę■£╩éõą┼╠¢▌ö│÷Č╦ūėŻ¼RDY-Įė╚ļPLC▌ö╚ļČ╦ūėI0.3Ż╗GND×ķą┼╠¢ĮėĄžČ╦ūėŻ¼COM+┼c═ŌĮė24 Vų▒┴„ļŖį┤Ą─š²śOŽÓ▀BŻ¼COM-┼c═ŌĮė24 Vų▒┴„ļŖį┤Ą─žōśOŽÓ▀BŻ╗├}ø_ą┼╠¢Č╦ūėPULS1/PULS2┼cĘĮŽ“ą┼╠¢Č╦ūėSING1/SING2×ķ╬╗ų├┐žųŲ─Ż╩ĮŽ┬╦∙╠žėąĄ─ā╔┬Ęą┼╠¢Č╦ūėŻ¼PULS1▀BĮėPLCĄ─▌ö│÷Č╦ūėQ0.0Ż¼SING1▀BĮėPLCĄ─▌ö│÷Č╦ūėQ0.2Ż¼×ķ╩╣▌ö╚ļļŖ┴„▒Ż│ųį┌╦┼Ę■“īäėŲ„į╩įSĄ─ĘČć·ā╚Ż¼┤╦ĢrĖ„ąĶ┤«┬ōę╗éĆ2 k”ĖĄ─ļŖūĶŻ¼«öĘĮŽ“ą┼╠¢Č╦ūėĮė╩šą┼╠¢ūā╗»ĢrŻ¼╦┼Ę■ļŖÖCĄ─▀\▐DĘĮŽ“░l╔·Ė─ūāŻ¼Š▀¾w▐DäėĘĮŽ“┼c╦∙įOģóöĄėąĻPŻ╗S-ON×ķ╦┼Ę■╩╣─▄ą┼╠¢▌ö╚ļČ╦ūėŻ¼▀BĮė24 Vų▒┴„ļŖį┤žōśOĪŻ
łD2ĪĪ┐žųŲŽĄĮyįŁ└ĒłD
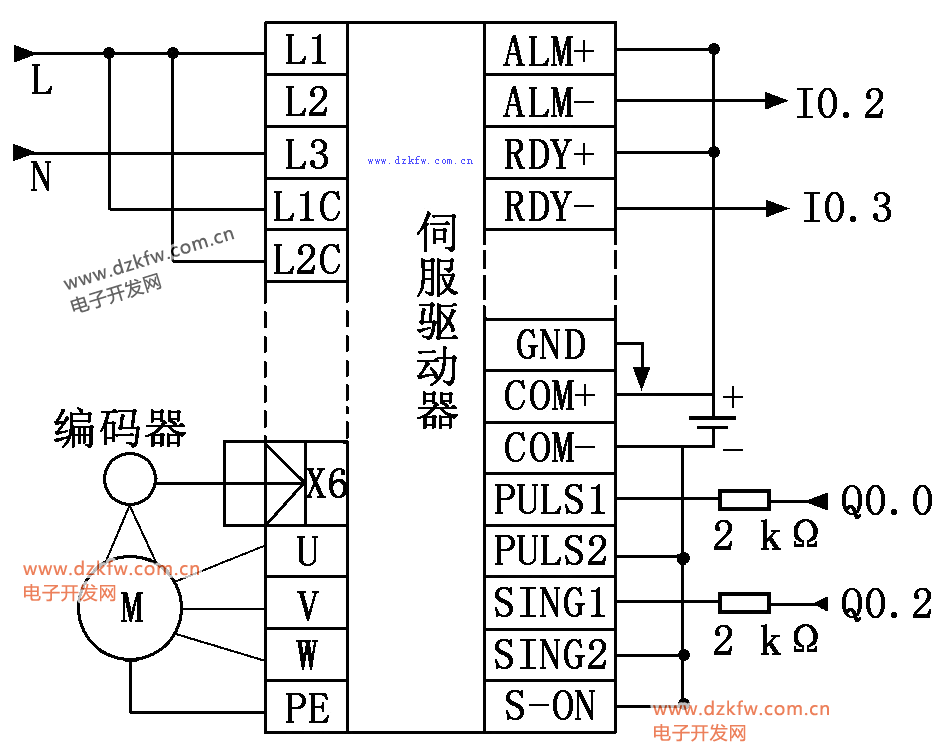
łD3ĪĪ╦┼Ę■“īäėŲ„ų„ę¬ĮėŠĆłD
2.3ĪĪI/OĄžųĘĘų┼õ
PLC▓╔ė├PTO├}ø_┤«▌ö│÷ĘĮ╩ĮüĒīŹ¼F╦┼Ę■ļŖÖCĄ─╬╗ų├┐žųŲŻ¼Ė∙ō■╔Ž╩÷įOų├Ą─ļŖūė²X▌å▒╚┐╔ų¬ļŖÖC├┐ę╗▐D╦∙ąĶĄ─├}ø_öĄ×ķ1 000Ż¼╚ń╣¹ļŖÖC▀\ąąį┌ūŅĖ▀╦┘Č╚Ż¼
ätPLC▌ö│÷├}ø_Ņl┬╩×ķ =50 kHzĪŻė╔ė┌CPU224XPCNŠ¦¾w╣▄▌ö│÷ūŅĖ▀Ņl┬╩▀_100 kHzŻ¼╣╩▀xė├CPU224XP CN DC/DC/DC┐╔ęįØMūŃ╔Ž╩÷ę¬Ū¾ĪŻ┤╦ą═╠¢CPU┼õų├ėąā╔éĆā╚ų├├}ø_░l╔·Ų„Č╦┐┌Q0.0║═Q0.1Ż¼ęįQ0.0ū„×ķ╦┼Ę■“īäėŲ„Ą─├}ø_▌ö╚ļČ╦ūėŻ¼Ė∙ō■Ęų╬÷Ą├ĄĮĄ─PLC I/OĘų┼õ╚ń▒Ē1╦∙╩ŠĪŻ
=50 kHzĪŻė╔ė┌CPU224XPCNŠ¦¾w╣▄▌ö│÷ūŅĖ▀Ņl┬╩▀_100 kHzŻ¼╣╩▀xė├CPU224XP CN DC/DC/DC┐╔ęįØMūŃ╔Ž╩÷ę¬Ū¾ĪŻ┤╦ą═╠¢CPU┼õų├ėąā╔éĆā╚ų├├}ø_░l╔·Ų„Č╦┐┌Q0.0║═Q0.1Ż¼ęįQ0.0ū„×ķ╦┼Ę■“īäėŲ„Ą─├}ø_▌ö╚ļČ╦ūėŻ¼Ė∙ō■Ęų╬÷Ą├ĄĮĄ─PLC I/OĘų┼õ╚ń▒Ē1╦∙╩ŠĪŻ
▒Ē1ĪĪPLCĄ─I/OĘų┼õ
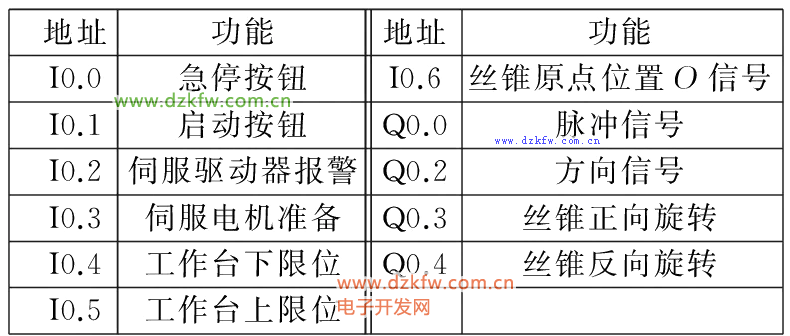
ĄžųĘ╣”─▄ĄžųĘ╣”─▄I0.0╝▒═Ż░┤ŌoI0.6ĮzÕFįŁ³c╬╗ų├Oą┼╠¢I0.1åóäė░┤ŌoQ0.0├}ø_ą┼╠¢I0.2╦┼Ę■“īäėŲ„ł¾Š»Q0.2ĘĮŽ“ą┼╠¢I0.3╦┼Ę■ļŖÖC£╩éõQ0.3ĮzÕFš²Ž“ą²▐DI0.4╣żū„┼_Ž┬Ž▐╬╗Q0.4ĮzÕFĘ┤Ž“ą²▐DI0.5╣żū„┼_╔ŽŽ▐╬╗
3ĪĪŽĄĮy▄ø╝■įOėŗ
3.1ĪĪ╦┼Ę■“īäėŲ„ų„ę¬ģóöĄįOų├
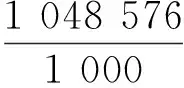
╦┼Ę■“īäėŲ„ų„ę¬ģóöĄįOų├ęŖ▒Ē2ĪŻŲõųąŻ¼Pr0.00įO×ķ0Ż¼š²Ž“ųĖ┴ŅĢrŻ¼Å─▌Sé╚┐┤ļŖÖC×ķĒśĢrßśĘĮŽ“ą²▐DŻ¼žōŽ“ųĖ┴ŅĢrŻ¼Å─▌Sé╚┐┤ļŖÖC×ķ─µĢrßśĘĮŽ“ą²▐DŻ╗ģóöĄPr0.01×ķ┐žųŲ─Ż╩Į▀xō±Ż¼įOų├0×ķ╬╗ų├┐žųŲ─Ż╩ĮŻ╗Pr0.05×ķųĖ┴Ņ├}ø_▌ö╚ļ─Ż╩Į▀xō±╣”─▄┤·┤aŻ¼įOų├0×ķ╣ŌļŖ±Ņ║ŽŲ„▌ö╚ļŻ╗Pr0.06×ķųĖ┴Ņ├}ø_śOąįįOų├╣”─▄┤·┤aŻ¼Pr0.07×ķųĖ┴Ņ├}ø_▌ö╚ļ─Ż╩Į▀xō±╣”─▄┤·┤aŻ¼ā╔ųĖ┴ŅĒÜ┼õ║Ž╩╣ė├Ż¼▒Š┐žųŲŽĄĮy▓╔ė├├}ø_ą“┴ą+Ę¹╠¢├}ø_┤«▌ö│÷ą╬╩ĮŻ¼įOČ©Pr0.06=0,Pr0.07=3Ż╗Pr0.09┼cPr0.10Ęųäe×ķųĖ┴ŅĘų▒ČŅlĄ─Ęųūė┼cĘų─ĖģóöĄįOų├╣”─▄┤·┤aŻ¼ė╔ė┌ųĖ┴ŅĘų▒ČŅl▒╚D=1 048 576/1 000,įOų├Pr0.09=1 048 576,Pr0.10=1 000ĪŻ
▒Ē2ĪĪ╦┼Ę■“īäėŲ„ų„ę¬ģóöĄįOų├
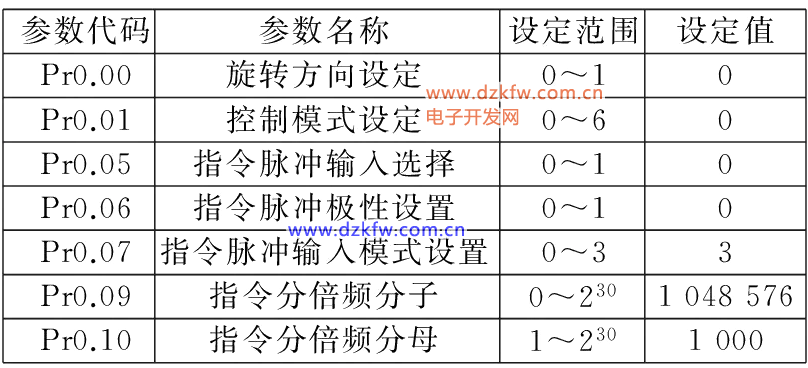
ģóöĄ┤·┤aģóöĄ├¹ĘQįOČ©ĘČć·įOČ©ųĄPr0.00ą²▐DĘĮŽ“įOČ©0Ī½10Pr0.01┐žųŲ─Ż╩ĮįOČ©0Ī½60Pr0.05ųĖ┴Ņ├}ø_▌ö╚ļ▀xō±0Ī½10Pr0.06ųĖ┴Ņ├}ø_śOąįįOų├0Ī½10Pr0.07ųĖ┴Ņ├}ø_▌ö╚ļ─Ż╩ĮįOų├0Ī½33Pr0.09ųĖ┴ŅĘų▒ČŅlĘųūė0Ī½2301048576Pr0.10ųĖ┴ŅĘų▒ČŅlĘų─Ė1Ī½2301000
3.2ĪĪ┐žųŲ▀^│╠Ęų╬÷
łD4×ķPLC┐žųŲŽĄĮy┴„│╠ĪŻ╔ŽļŖ░┤Ž┬åóäė░┤ŌoŻ¼PLC╩ūŽ╚Ģ■▀Mąą│╠ą“│§╩╝╗»Ż¼Öz£y¤o«É│Żł¾Š»║¾Ż¼╚¶ĮzÕFø]ėą╗žĄĮįŁ³c╬╗ų├OŻ¼ätåóäė╗žģó┐╝³cūė│╠ą“▀Mąą╗žįŁ³c▓┘ū„Ż¼┤_šJĮzÕF╗žĄĮįŁ³c╬╗ų├O║¾Ż¼ĮzÕFķ_╩╝▐DäėŻ¼š{ė├ĮzÕF▀MĄČ╝ė╣żūė│╠ą“Ż¼PLC░l│÷├}ø_ą┼╠¢Ż¼ĮzÕFÅ─įŁ³c╬╗ų├OĮø▀^Ž╚╝ė╦┘║¾║Ń╦┘į┘£p╦┘ĄĮ▀_╣ż╝■▒Ē├µE╬╗ų├Ż¼į┘║Ń╦┘▀MĮoĄĮ─┐ś╦╬╗ų├CŻ¼═Żų╣▀MĄČ1 s║¾Ż¼š{ė├ĮzÕF═╦ĄČūė│╠ą“Ż¼ĮzÕF┼c╦┼Ę■ļŖÖCĘ┤ĘĮŽ“║Ń╦┘═╦╗žĄĮ╣ż╝■▒Ē├µE╬╗ų├Ż¼Įø▀^Ž╚╝ė╦┘║¾║Ń╦┘į┘£p╦┘═╦╗žĄĮįŁ³cO╬╗ų├║¾Ż¼ŽĄĮy═ŻÖCŻ¼Ą╚┤²Ž┬┤╬åóäėĪŻ┤╦Ģr═Ļ│╔┴╦ę╗éĆ╣żū„裣hŻ¼├┐³cäėę╗┤╬åóäė░┤Ōo═Ļ│╔ę╗éĆ┴Ń╝■Ą─╝ė╣żŻ¼╚ń┤╦Ę┤Å═裣h═Ļ│╔ī”┼·┴┐┴Ń╝■Ą─╣źĮzĪŻ
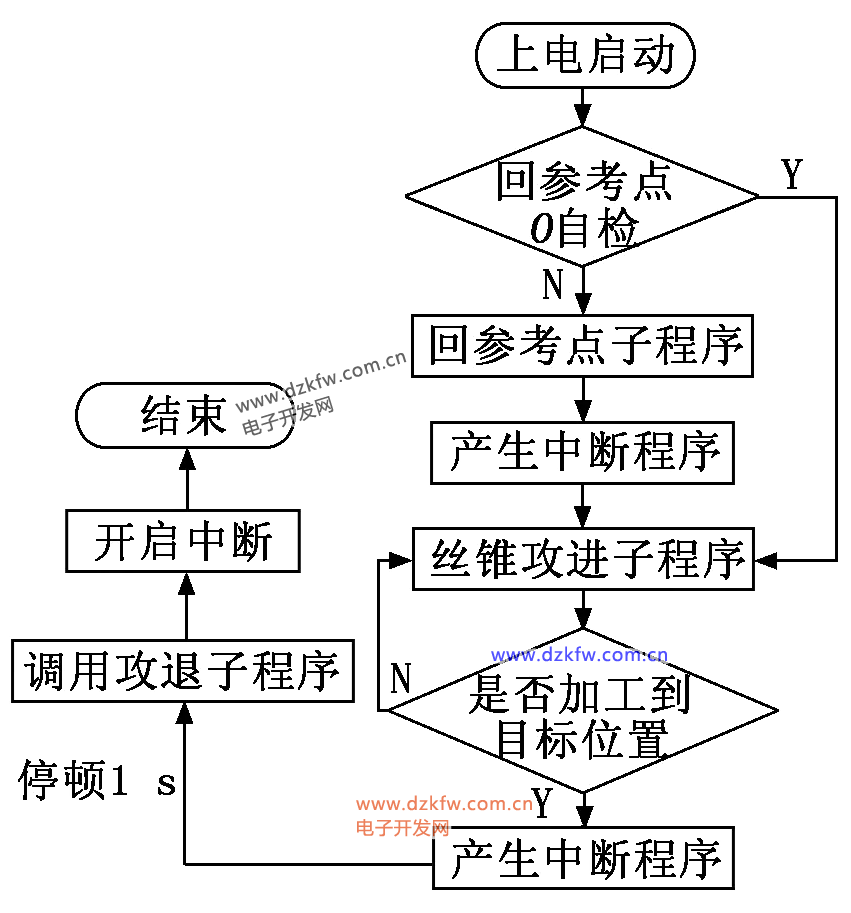
łD4ĪĪPLC┐žųŲŽĄĮy┴„│╠
3.3ĪĪ│╠ą“įOėŗ
PLC═©▀^Ė▀╦┘├}ø_░l╔·Č╦┐┌Q0.0▌ö│÷Ą─├}ø_Ņl┬╩üĒ┐žųŲ╦┼Ę■ļŖÖC▌S▐Däė┐ņ┬²Ż¼ė╔▌ö│÷├}ø_Ą─éĆöĄüĒ┐žųŲ╦┼Ę■ļŖÖC▐DäėĄ─ĮŪČ╚Ż¼Įø▀^ī”ŽĄĮy╣żū„┴„│╠▀MąąĘų╬÷Ż¼Ė∙ō■«aŲĘ╝ė╣ż╔·«aą¦┬╩┼c┘|┴┐ę¬Ū¾Ż¼▓╔ė├─ŻēK╗»ŠÄ│╠įOėŗ╦╝ŽļŻ¼īóūįäė╣źĮzŽĄĮy│╠ą“Ęų×ķų„│╠ą“╝ė3éĆūė│╠ą“║═3éĆųąöÓ│╠ą“Ż¼│╠ą“ĮYśŗ╚ńłD5╦∙╩ŠĪŻ
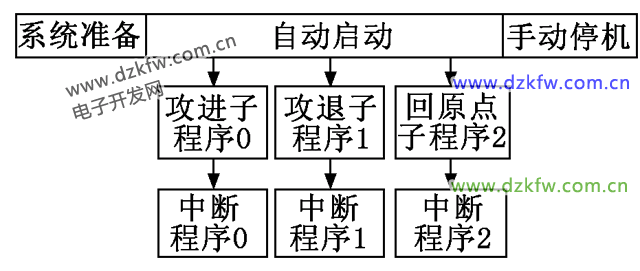
łD5ĪĪ│╠ą“ĮYśŗ
4ĪĪĮY╩°šZ
═©▀^Ęų╬÷īŻė├┴Ń╝■╣źĮz▀^│╠┼c«aŲĘ╝ė╣żę¬Ū¾Ż¼└¹ė├╬„ķTūėPLC┼c╦╔Ž┬╦┼Ę■ļŖÖCŽÓĮY║ŽŻ¼▓╔ė├╦┼Ę■ļŖÖC╬╗ų├┐žųŲ─Ż╩ĮŻ¼įOėŗ┴╦īŻė├ūįäė╣źĮzŽĄĮyŻ¼ŽĄĮyūįäė╗»│╠Č╚Ė▀Ż¼╠ßĖ▀┴╦╔·«aą¦┬╩;║Ž└Ē└¹ė├ų„ÖCūįĦĄ─ā╔┬ĘĖ▀╦┘├}ø_▌ö│÷Č╦┐┌┐žųŲ╦┼Ę■ļŖÖCĄ─▀\äėŻ¼╣Ø╝s┴╦│╔▒ŠĪŻŲõæ¬ė├▀Ć┐╔ęįöUš╣ĄĮŅÉ╦ŲĄ─ā╔┼_╦┼Ę■ļŖÖC╗“▓Į▀MļŖÖC┐žųŲĄ─╝ė╣żįOéõųąŻ¼ī”ŅÉ╦ŲĄ─▀\äė┐žųŲĘĮ╩ĮŠ▀ėąę╗Č©Ą─ģó┐╝ĮĶĶbārųĄĪŻ
ģó┐╝╬─½IŻ║
[1]Åłé„┴ų,ąņ╩└įS,═§╩└╝t,Ą╚.╦┼Ę■ŽĄĮyį┌ūįäė╣źĮz╔·«aŠĆ╔ŽĄ─æ¬ė├.ÖCąĄųŲįņ┼cūįäė╗»,2010,39(1):146-147.
[2]└ŅŪÕŽŃ,ČĪĢrõh,ą▄āĆ,Ą╚.PLC┐žųŲĄ─ę║ē║╝¶░ÕÖCŽĄĮyįOėŗ.ÖCąĄįOėŗ┼cųŲįņ,2007(11):156-157.
[3]³S▌x,║┬ĢįĻž,ŚŅĶF┼Ż,Ą╚.PLC┐žųŲĄ─īŻė├Ń@┐ūŽĄĮyįOėŗ.ÖCąĄįOėŗ┼cųŲįņ,2009(11):63-65.
[4]äóµ┬µ┬,Åł╚ńŲ╝,Åłš²║═,Ą╚.╗∙ė┌╦┼Ę■ļŖÖC║═PLCĄ─╣żū„┼_▀\äė┐žųŲ.ÖCąĄ╣ż│╠┼cūįäė╗»,2012(4):126-128.
[5]║·╝č¹É,ķZīÜ╚,Åł░▓š,Ą╚.S7-200 PLCį┌╦┼Ę■ļŖÖC╬╗ų├┐žųŲųąĄ─æ¬ė├.ūįäė╗»āx▒Ē,2009,30(12):38-41.
[6]äó▒ŠīW,╔Ļ┐Ī,ČŁäé,Ą╚.Ė▀ą¦ūįäė╣źĮzÖCĄ─įOėŗ╝░┐žųŲ蹊┐.ųŲįņśIūįäė╗»,2014(21):87-90.
╬─š┬ŠÄ╠¢Ż║1672-6413(2016)04-0149-02
╩šĖÕ╚šŲ┌Ż║2015-12-04Ż╗
ą▐ėå╚šŲ┌Ż║2016-05-19
ū„š▀║åĮķŻ║ŚŅéb(1978-)Ż¼─ąŻ¼║■▒▒░▓Ļæ╚╦Ż¼Į╠╩┌Ż¼▓®╩┐Ż¼┤T╩┐╔·ī¦Ä¤Ż¼ų„ę¬Å─╩┬╩»ė═ÖCąĄĪó╗»╣żÖCąĄĪóļŖÜŌūįäė╗»ĘĮ├µĄ─蹊┐ĪŻ
ųąłDĘųŅÉ╠¢Ż║TP273
╬─½Iś╦ūR┤aŻ║A
Design of Special Automatic Tapping System Based on PLC
YANG Xia, LI Shu-peng, XIAO Ang, GUO Zhao
(School of Mechanical and Electrical Engineering, Wuhan Institute of Technology, Wuhan 430073,China)
AbstractŻ║ A special automatic tapping system is designed to improve production efficiency and machining precision of the special tapping parts by cooperating with the enterprise. The system is mainly comprised of Siemens 200 series PLC that is the main controller, Panasonic A5 series servo motor as the actuator, matching servo drive as hardware platform. By using STEP7-Micro/WIN software to write instructions to generate high-speed pulse sequence, the position control of AC servo driver is achieved, it has finally achieved the precise positioning fabrication of the parts. The system operation is simple, safe and stable, which improves the production efficiency and reduces the manufacturing cost. It will has a good application foreground in the aspect of special components bath tapping, and the control method has certain reference value for similar automation production equipment.
Key wordsŻ║ special automatic tapping system; PLC; position control
*ć°╝ęūį╚╗┐ŲīW╗∙Į┘Yų·ĒŚ─┐(51276131)
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū