
1Ż«Ė┼╩÷
╦─╣ż╬╗ĮM║ŽÖC(j©®)┤▓ė╔╦─éĆ(g©©)╣żū„╗¼┼_(t©ói)Ė„▌dę╗éĆ(g©©)╝ė╣żäė(d©░ng)┴”Ņ^Ż¼ĮM│╔╦─éĆ(g©©)╝ė╣ż╣ż╬╗═Ļ│╔ī”┴Ń╝■▀M(j©¼n)ąąŃŖČ╦├µĪóŃ@┐ūĪóöU(ku©░)┐ū║═╣źĮzĄ╚╣żą“Ą─╝ė╣żŻ¼▓╔ė├╗ž▐D(zhu©Żn)╣żū„┼_(t©ói)é„╦═┴Ń╝■Ż¼ėąŖAŠ▀Īó╔ŽĪóŽ┬┴ŽÖC(j©®)ąĄ╩ų║═▀M(j©¼n)┴ŽŲ„╦─éĆ(g©©)▌oų·čbų├ęį╝░└õģs║═ę║ē║ŽĄĮy(t©»ng)ĪŻŽĄĮy(t©»ng)ųą│²╝ė╣żäė(d©░ng)┴”Ņ^Ą─ų„▌Sė╔ļŖäė(d©░ng)ÖC(j©®)“ī(q©▒)äė(d©░ng)ęį═ŌŻ¼ŲõėÓĖ„▀\(y©┤n)äė(d©░ng)▓┐ĘųŠ∙ė╔ę║ē║“ī(q©▒)äė(d©░ng)ĪŻÖC(j©®)┤▓Ą─╦─éĆ(g©©)äė(d©░ng)┴”Ņ^═¼Ģr(sh©¬)ī”ę╗éĆ(g©©)┴Ń╝■▀M(j©¼n)ąą╝ė╣żŻ¼ę╗┤╬╝ė╣ż═Ļ│╔ę╗éĆ(g©©)┴Ń╝■ĪŻ
2Ż«┐žųŲę¬Ū¾║═╣żū„ĘĮ╩Į
▒ŠÖC(j©®)┤▓╣▓ėą▀B└m(x©┤)╚½ūįäė(d©░ng)╣żū„裣h(hu©ón)Īóå╬ÖC(j©®)░ļūįäė(d©░ng)裣h(hu©ón)║═╩ųäė(d©░ng)š{(di©żo)š¹╚²ĘN╣żū„ĘĮ╩ĮĪŻ▀B└m(x©┤)╚½ūįäė(d©░ng)║═å╬ÖC(j©®)░ļūįäė(d©░ng)裣h(hu©ón)Ą─┐žųŲę¬Ū¾×ķŻ║░┤Ž┬åóäė(d©░ng)░┤ŌoŻ¼╔Ž┴ŽÖC(j©®)ąĄ╩ųŽ“Ū░Ż¼īó┤²╝ė╣ż┴Ń╝■╦═ĄĮŖAŠ▀╔ŽŻ¼═¼Ģr(sh©¬)▀M(j©¼n)┴Žčbų├▀M(j©¼n)┴ŽŻ¼╚╗║¾╔Ž┴ŽÖC(j©®)ąĄ╩ų═╦╗žįŁ╬╗Ż¼▀M(j©¼n)┴Žčbų├Ę┼┴ŽŻ¼╗ž▐D(zhu©Żn)╣żū„┼_(t©ói)ūįäė(d©░ng)╬ó╠¦▓ó▐D(zhu©Żn)╬╗Ż¼Ż«Įėų°╦─éĆ(g©©)╣żū„╗¼┼_(t©ói)Ž“Ū░Ż¼╦─éĆ(g©©)äė(d©░ng)┴”Ņ^═¼Ģr(sh©¬)╝ė╣żŻ¼╝ė╣ż═Ļ│╔║¾Ż¼Ė„╣żū„╗¼┼_(t©ói)═╦╗žįŁ╬╗Ż¼Ž┬┴ŽÖC(j©®)ąĄ╩ųŽ“Ū░ūźūĪ┴Ń╝■Ż¼ŖAŠ▀╦╔ķ_Ż¼Ž┬┴ŽÖC(j©®)ąĄ╩ų═╦╗žįŁ╬╗▓ó╚Īū▀ęč╝ė╣ż═ĻĄ─┴Ń╝■Ż¼═Ļ│╔ę╗éĆ(g©©)╣żū„裣h(hu©ón)Ż¼▓óķ_╩╝Ž┬ę╗éĆ(g©©)╣żū„裣h(hu©ón)Ż¼īŹ(sh©¬)¼F(xi©żn)╚½ūįäė(d©░ng)╣żū„ĘĮ╩ĮĪŻ╚ń╣¹▀xō±ŅA(y©┤)═ŻŻ¼ät├┐éĆ(g©©)╣żū„裣h(hu©ón)═Ļ│╔║¾Ż¼ÖC(j©®)┤▓ūįäė(d©░ng)═Żų╣į┌│§╩╝╬╗ų├Ż¼Ą╚ĄĮį┘┤╬░l(f©Ī)│÷åóäė(d©░ng)├³┴Ņ║¾Ż¼▓┼ķ_╩╝Ž┬ę╗éĆ(g©©)裣h(hu©ón)Ż¼▀@Š═╩Ū░ļūįäė(d©░ng)裣h(hu©ón)╣żū„ĘĮ╩ĮĪŻ
3.ŽĄĮy(t©»ng)Ą─ė▓╝■śŗ(g©░u)│╔
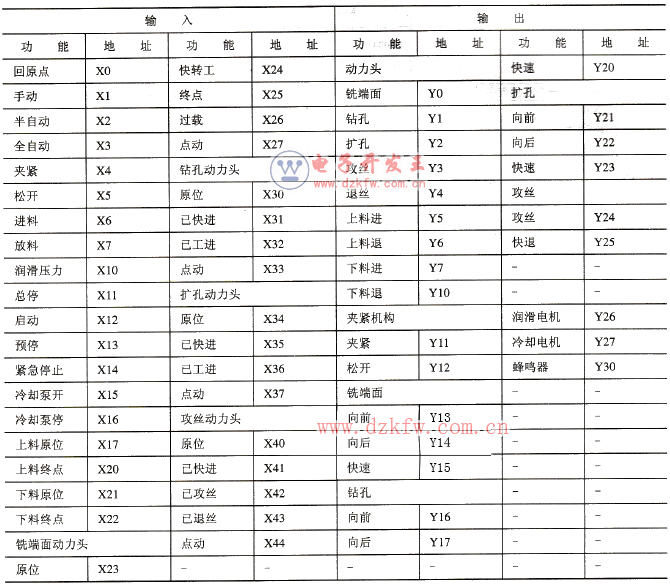
▒ŠĮM║ŽÖC(j©®)┤▓ė╔PLCĮM│╔Ą─ļŖ┐žŽĄĮy(t©»ng)╣▓ėąĖ„ĘN▌ö╚ļą┼╠¢(h©żo)╝s37éĆ(g©©)Ż¼▌ö│÷ą┼╠¢(h©żo)25éĆ(g©©)ĪŻ▌ö╚ļį¬╝■ųą░³└©╣żū„ĘĮ╩Į▀xō±ķ_ĻP(gu©Īn)Īóåóäė(d©░ng)ĪóŅA(y©┤)═ŻĪó╝▒═Ż░┤ŌoŻ¼ė├ė┌Öz£yĖ„╣ż╬╗╣żū„▀M(j©¼n)│╠Ą─ąą│╠ķ_ĻP(gu©Īn)║═ē║┴”└^ļŖŲ„Ą╚Ą╚ĪŻ▌ö│÷į¬╝■░³└©┐žųŲĖ„äė(d©░ng)┴”Ņ^ų„▌SļŖäė(d©░ng)ÖC(j©®)▀\(y©┤n)ąąĄ─Įėė|Ų„ŠĆ╚”Ż¼┐žųŲĖ„╣ż╬╗Ž“Ū░┼cŽ“║¾Īó┐ņ╦┘ęį╝░╣źĮzĪó═╦ĮzĪóŖAŠoĪó╦╔ķ_Ą─ļŖ┤┼ōQŽ“ķyŠĆ╚”ĪŻĖ∙ō■(j©┤)ĮM║ŽÖC(j©®)┤▓Ą─╣żū„╠ž³c(di©Żn)Ż¼▀xė├╚²┴ŌFX2N-64MRą═PLCŻ¼╝┤┐╔ØMūŃ▌ö╚ļ▌ö│÷ą┼╠¢(h©żo)Ą─öĄ(sh©┤)┴┐ę¬Ū¾Ż¼═¼Ģr(sh©¬)ė╔ė┌Ė„╣ż╬╗äė(d©░ng)ū„Ņl┬╩▓╗╩Ū║▄Ė▀Ż¼Ą½┐žųŲŠĆ┬ĘļŖ┴„▌^┤¾Ż¼╣╩▀xė├└^ļŖŲ„▌ö│÷ĘĮ╩ĮĄ─PLCŻ¼ŽĄĮy(t©»ng)Ą─▌ö╚ļŻ»▌ö│÷ą┼╠¢(h©żo)ĄžųĘĘų┼õ▒Ē╚ń▒Ē4-4╦∙╩ŠĪŻ
▒Ē4-4 ŽĄĮy(t©»ng)Ą─▌ö╚ļŻ»▌ö│÷ą┼╠¢(h©żo)ĄžųĘĘų┼õ▒Ē
4Ż«PLC┐žųŲŽĄĮy(t©»ng)Ą─▄ø╝■įO(sh©©)ėŗ(j©¼)
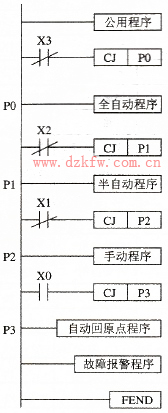
▒ŠÖC(j©®)┤▓PLC┐žųŲŽĄĮy(t©»ng)Ą─▄ø╝■ė╔╣½ė├│╠ą“Īó╚½ūįäė(d©░ng)│╠ą“Īó░ļūįäė(d©░ng)│╠ą“Īó╩ųäė(d©░ng)│╠ą“Īó╚½ŠĆūįäė(d©░ng)╗žįŁ³c(di©Żn)│╠ą“ęį╝░╣╩šŽł¾(b©żo)Š»│╠ą“Ą╚┴∙▓┐ĘųĮM│╔Ż¼│╠ą“┐é¾wĮY(ji©”)śŗ(g©░u)łD╚ńłD4-46╦∙╩ŠĪŻ
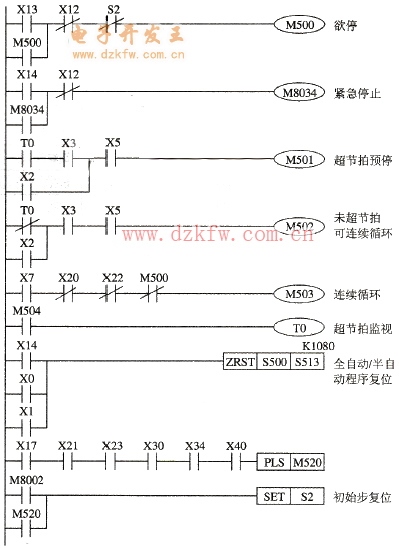
╣½ė├│╠ą“ų„ę¬ė├üĒ╠Ä└ĒĮM║ŽÖC(j©®)┤▓Ą─Ė„ĘN▓┘ū„ą┼╠¢(h©żo)Ż¼╚ńåóäė(d©░ng)ĪóŅA(y©┤)═ŻĪóŠo╝▒═Żų╣ęį╝░Ė„╣ż╬╗Ą─įŁ╬╗ą┼╠¢(h©żo)ĪóÖC(j©®)┤▓åóäė(d©░ng)Ū░æ¬(y©®ng)Š▀éõĄ─Ė„ĘN│§╩╝ą┼╠¢(h©żo)Īó╣żū„ĘĮ╩Į▀xō±ą┼╠¢(h©żo)ĪóĖ„ĘNÅ═(f©┤)╬╗ą┼╠¢(h©żo)Ż¼▓óīó╠Ä└ĒĮY(ji©”)╣¹ū„×ķÖC(j©®)┤▓åóäė(d©░ng)Īó═Żų╣Īó│╠ą“▐D(zhu©Żn)ōQ╗“╣╩šŽł¾(b©żo)Š»Ą╚Ą─ę└ō■(j©┤)Ż¼╣½ė├│╠ą“ę╗░Ń▓╔ė├Įø(j©®ng)“×(y©żn)Ę©įO(sh©©)ėŗ(j©¼)Ż¼Ųõ╠▌ą╬łD╚ńłD4-47╦∙╩ŠĪŻ
╣╩šŽł¾(b©żo)Š»│╠ą“░³└©╣╩šŽĄ─Öz£y┼c’@╩ŠŻ¼╣╩šŽÖz£yė╔é„ĖąŲ„═Ļ│╔Ż¼į┘╦═╚ļPLCŻ¼╣╩šŽ’@╩Š▓╔╚ĪĘųŅÉĮM║Ž’@╩ŠĄ─ĘĮĘ©Ż¼īó╦∙ėąĄ─╣╩šŽÖz£yą┼╠¢(h©żo)░┤īė┤╬Ęų│╔ĮMŻ¼├┐ĮMĖ„░³└©ÄūĘN╣╩šŽŻ¼▒ŠŽĄĮy(t©»ng)Ęų×ķŻ║╣╩šŽģ^(q©▒)ė“Ż¼╣╩šŽ▓┐╝■Ż©äė(d©░ng)┴”Ņ^Īó╗¼┼_(t©ói)ĪóŖAŠ▀Ą╚Ż®Ż¼╣╩šŽį¬╝■╚²éĆ(g©©)īė┤╬Ż¼«ö(d©Īng)Š▀¾wĄ─╣╩šŽ░l(f©Ī)╔·Ģr(sh©¬)Ż¼Öz£yą┼╠¢(h©żo)═¼Ģr(sh©¬)╦══∙ģ^(q©▒)ė“Īó▓┐╝■Īóį¬╝■╚²éĆ(g©©)’@╩ŠĮMĪŻ▀@śėŠ═┐╔ęįųĖ╩Š╣╩šŽ░l(f©Ī)╔·į┌─│ģ^(q©▒)ė“Īó─│▓┐╝■Īó─│į¬╝■╔ŽĪŻ
łD4-46 PLCĄ─┐é¾wĮY(ji©”)śŗ(g©░u)łD
łD4-47 ╣½ė├│╠ą“╠▌ą╬łD
╚½ūįäė(d©░ng)│╠ą“╩Ū▄ø╝■ųąūŅųžę¬Ą─▓┐ĘųŻ¼╦³ė├üĒīŹ(sh©¬)¼F(xi©żn)ĮM║ŽÖC(j©®)┤▓į┌¤o╚╦ģó┼cĄ─ŪķørŽ┬ī”│╔┼·╣ż╝■▀M(j©¼n)ąąūįäė(d©░ng)Ąž▀B└m(x©┤)╝ė╣żĪŻį┌╚½ūįäė(d©░ng)╣żū„ĘĮ╩ĮŽ┬Ż¼«ö(d©Īng)ÖC(j©®)┤▓Š▀éõ╦∙ėą│§╩╝Śl╝■║¾Ż¼░┤Ž┬åóäė(d©░ng)░┤ŌoX12Ż¼ÖC(j©®)┤▓╝┤░┤┐žųŲę¬Ū¾╦∙╩÷╣ż╦ć▀^│╠╣żū„Ż¼Ė„äė(d©░ng)┴”Ņ^▀M(j©¼n)ąąĖ„ūįĄ─╣żū„裣h(hu©ón)Ż¼čŁŁh(hu©ón)ĮY(ji©”)╩°Ģr(sh©¬)ųžą┬╗žĄĮĖ„ūįĄ─│§╩╝╬╗ų├▓ó═Żų╣ĪŻ▒Š╬─ęįŃŖČ╦├µ║═Ń@┐ū╣ż╬╗×ķ└²Ż¼ų°ųžĘų╬÷╚½ūįäė(d©░ng)│╠ą“Ą─įO(sh©©)ėŗ(j©¼)Ż¼ĮY(ji©”)║Ž▒Ē4-3 I/OĄžųĘĄ─Ęų┼õŻ¼┐╔ęį«ŗ│÷▀@ā╔éĆ(g©©)╣ż╬╗Ą─ĀŅæB(t©żi)┴„│╠łD╚ńłD4-48╦∙╩ŠĪŻ
ąĶę¬ųĖ│÷Ą─╩ŪŻ║į┌łD4-48ųąŻ¼╬ęéāįO(sh©©)ų├┴╦ŅA(y©┤)═Ż╣”─▄║═│¼╣Ø(ji©”)┼─▒Żūo(h©┤)╣”─▄ĪŻ
(1)ŅA(y©┤)═Ż╣”─▄Ż║«ö(d©Īng)░┤Ž┬ŅA(y©┤)═Ż░┤ŌoX13Ż¼M500×ķĪ░1Ī▒ĀŅæB(t©żi)Ż¼M503×ķĪ░0Ī▒ĀŅæB(t©żi)Ż¼╚ńłD4-47╦∙╩ŠĪŻ▀@śė«ö(d©Īng)ĮM║ŽÖC(j©®)┤▓▀M(j©¼n)š╣ĄĮS513▓ĮŪęX21=1Ģr(sh©¬)Ż¼īó▐D(zhu©Żn)╚ļ│§╩╝▓ĮS2Ż¼▓óūįäė(d©░ng)═Żų╣Ż¼Č°▓╗Ģ■(hu©¼)▐D(zhu©Żn)╚ļS500▀M(j©¼n)╚ļŽ┬ę╗éĆ(g©©)裣h(hu©ón)ĪŻ
(2)│¼╣Ø(ji©”)┼─▒Żūo(h©┤)Ż║«ö(d©Īng)ĮM║ŽÖC(j©®)┤▓▀M(j©¼n)ąą│¼╣Ø(ji©”)┼─▒Żūo(h©┤)Ģr(sh©¬)Ż¼│¼╣Ø(ji©”)┼─▒O(ji©Īn)┐žČ©Ģr(sh©¬)Ų„T0īóäė(d©░ng)ū„Ż¼Ż©ė╔S500ų├╬╗M504Ż®Ż¼╩╣M501×ķĪ░1Ī▒ĀŅæB(t©żi)Ż¼M502×ķĪ░0Ī▒ĀŅæB(t©żi)Ż¼╚ńłD4-47╦∙╩ŠŻ¼«ö(d©Īng)ÖC(j©®)┤▓▀M(j©¼n)ąąĄĮS511▓ĮĢr(sh©¬)Ż¼īó▐D(zhu©Żn)╚ļ│§╩╝▓ĮS2═Żų╣Ż¼▓╗Ģ■(hu©¼)└^└m(x©┤)═∙Ž┬▀\(y©┤n)äė(d©░ng)ĪŻ
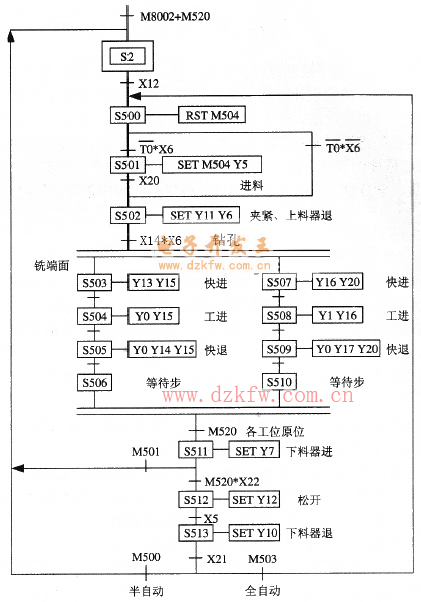
łD4-48 ╚½ūįäė(d©░ng)Ż»░ļūįäė(d©░ng)│╠ą“┴„│╠łD
ę└šš╔Ž╩÷ĘĮĘ©Ż¼═¼śė┐╔ęį░čŲõ╦¹Äū▓┐ĘųĄ─│╠ą“┴„│╠łDįO(sh©©)ėŗ(j©¼)│÷üĒĪŻ
5Ż«ŽĄĮy(t©»ng)š{(di©żo)įć┼c▀\(y©┤n)ąą
ŽĄĮy(t©»ng)š{(di©żo)įćīó╩ųäė(d©░ng)┼cūįäė(d©░ng)▓┘ū„┐žųŲ¬Ü(d©▓)┴óĘųķ_Ż¼ūįäė(d©░ng)▓┘ū„┐žųŲ╩ūŽ╚▒ŻūCå╬ÖC(j©®)│╠ą“š{(di©żo)įć│╔╣”║¾Ż¼į┘▐D(zhu©Żn)╚ļ▀B└m(x©┤)┐žųŲŻ¼ūŅ║¾▀BĮėš¹éĆ(g©©)ŽĄĮy(t©»ng)įć▀\(y©┤n)ąąĪŻė╔ė┌PLC┐╔ņ`╗ŅĪóĘĮ▒ŃĄž═©▀^ŠÄ│╠ŖAĖ─ūā┐žųŲ▀^│╠Ż¼╩╣š{(di©żo)įćūāĄ├Ė³║åå╬ĪŻ▒ŠŽĄĮy(t©»ng)Įø(j©®ng)▀^ę╗Č╬Ģr(sh©¬)ķg▀\(y©┤n)ąą▒Ē├„Ż¼įōŽĄĮy(t©»ng)ąį─▄┐╔┐┐Ż¼ūįäė(d©░ng)╗»│╠Č╚Ė▀Ż¼═Ļ╚½─▄ØMūŃ╔·«a(ch©Żn)╣ż╦ćę¬Ū¾Ż¼╦³▓╗āH╠ßĖ▀┴╦╔·«a(ch©Żn)ą¦┬╩Ż¼Č°Ūę┤¾┤¾£p▌p┴╦ä┌äė(d©░ng)ÅŖ(qi©óng)Č╚Ż¼Ė─╔Ų┴╦╣żū„Łh(hu©ón)Š│ĪŻ
6Ż«ĮY(ji©”)╩°šZ
PLCū„×ķą┬ę╗┤·Ą─╣żśI(y©©)┐žųŲčbų├Ż¼Š▀ėąķ_░l(f©Ī)╚ßąį║├Ż¼ĮėŠĆ║åå╬Ż¼░▓čbĘĮ▒ŃŻ¼┐╣Ė╔ö_ąįÅŖ(qi©óng)Ą╚╠ž³c(di©Żn)Ż¼ė├╦³üĒ┐žųŲ╦─╣ż╬╗ĮM║ŽÖC(j©®)┤▓▀@śėÅ═(f©┤)ļsĄ─╔·«a(ch©Żn)įO(sh©©)éõŻ¼╩Ū└ĒŽļĄ─▀xō±ĪŻį┌īŹ(sh©¬)ļHæ¬(y©®ng)ė├ųąŻ¼ī”▀@śė└ĒŽļĄ─┐žųŲŲ„ę▓▓╔╚Ī┴╦ę╗Č©Ą─▒Żūo(h©┤)┤ļ╩®ĪŻ╚ń▒ŠŽĄĮy(t©»ng)ųąŻ¼ė╔ė┌Įėė|Ų„║═ļŖ┤┼ķy▌^ČÓŻ¼×ķĘ└ų╣ļŖ┤┼Ė╔ö_Ż¼į┌PLCĄ─▌ö│÷Č╦┼cļŖ┤┼ķyĪóĮėė|Ų„ŠĆ╚”ų«ķgį÷╝ė┴╦╣╠æB(t©żi)└^ļŖŲ„▀M(j©¼n)ąąĖ¶ļxŻ¼▀@śėŠ═▒▄├Ō┴╦┐╔─▄«a(ch©Żn)╔·Ą─š`äė(d©░ng)ū„ĪŻīŹ(sh©¬)█`ūC├„Ż¼▀@ĘNĖ¶ļx┤ļ╩®ąąų«ėąą¦ĪŻ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū