
ßt(y©®)╦ÄĪó╩│ŲĘąąśI(y©©)ėąįSČÓąĶę¬▀Mąąčb╣▐Ą─╣żū„Ż¼└²╚ńŻ¼─z─ę╗“š▀╦Ä═ĶŅw┴ŻĄ─čbŲ┐ĪóŅw┴ŻĀŅ╩│╬’Ą─čbŲ┐╗“š▀čb║ąĄ╚ĪŻé„Įy(t©»ng)Ą─╝ė╣żĘĮĘ©╩Ū▓╔ė├╚╦╣ż▓┘ū„Ż¼ą¦┬╩║▄Ą═Ż¼ėų╚▌ęū«a(ch©Żn)╔·Ņw┴ŻöĄ(sh©┤)─┐▓ŅÕeŻ¼Č°Ūę╣ż╚╦ä┌äėÅŖČ╚▀^┤¾Īó▓╗ąl(w©©i)╔·ĪŻ
ūįäėöĄ(sh©┤)┴ŻÖC┐žųŲŽĄĮy(t©»ng)Ż¼į┌ųŲ╦ÄÅSĪó╩│ŲĘÅSĄ╚ę¬Ū¾Č©┴ŻöĄ(sh©┤)░³čbĄ─ąąśI(y©©)ĘŪ│Ż┴„ąąĪŻęį100┴Żę╗ąĪŲ┐░³čb×ķ└²Ż¼╩╣ė├öĄ(sh©┤)┴ŻÖCüĒ┤_Č©╦Ä═Ķ┴ŻöĄ(sh©┤)ĘŪ│ŻĘĮ▒ŃĪŻöĄ(sh©┤)┴ŻÖCĮY(ji©”)śŗ(g©░u)ĘŪ│Ż║åå╬Ż¼Ą½ŠÄ│╠Ą─╦ŃĘ©╩ŪĘŪ│Żųžę¬Ą─Ż¼Ę±ät║▄ļy▀_ĄĮ▌^Ė▀Ą─┐žųŲŠ½Č╚ĪŻė╔ė┌PLCŠ▀ėą╣”─▄²R╚½Īóæ¬(y©®ng)ė├ņ`╗ŅĪóŠSūo╚▌ęūĪóĘĆ(w©¦n)Č©┐╔┐┐Ą╚╠ž³cŻ¼æ¬(y©®ng)ė├ė┌öĄ(sh©┤)┴ŻÖCĢr╝╚ĘĮ▒Ńėų┐ņĮ▌Ż¼╦∙ęįį┌ūįäėöĄ(sh©┤)┴ŻÖC┐žųŲųąĄ├ĄĮ┴╦ÅVĘ║Ą─æ¬(y©®ng)ė├ĪŻ▒Š╣Ø(ji©”)īóĮķĮB╚ń║╬▓╔ė├PLCüĒīŹ¼F(xi©żn)Ņw┴ŻĄ─ūįäė╣ÓčbĪŻ
ę╗Īó ŽĄĮy(t©»ng)Ė┼╩÷
╚ńłD11-16╦∙╩ŠŻ¼ūįäėöĄ(sh©┤)┴ŻÖCė╔ÖC╝▄Īóé„▌öÖCśŗ(g©░u)ĪóŽ┬┴ŽÖCśŗ(g©░u)Īó╣®┴ŽÖCśŗ(g©░u)║═┐žųŲŲ„Ą╚▓┐ĘųĮM│╔ĪŻūįäėöĄ(sh©┤)┴ŻÖCĄ─é„╦═Ħė╔é„▌öļŖäėÖC═ŽäėŻ¼ė├ė┌é„╦═īóę¬╣ÓčbĄ─╚▌Ų„ĪŻŽ┬┴ŽÖCśŗ(g©░u)░³└©Ž┬┴ŽļŖäėÖCĪóŽ┬┴Ž▒PĪóŽ┬┴ŽĄ└║═│÷┴Ž┐┌ĪŻŽ┬┴Ž▒Pė╔Ž┬┴ŽļŖäėÖC═ŽäėŻ¼īóŽ┬┴Ž▒P╔ŽĄ─┤²čb╬’╦═ĄĮŽ┬┴ŽĄ└Ż¼į┘Įø(j©®ng)▀^┴Ž┐┌čb╚ļ╚▌Ų„ųąĪŻ╣®┴ŽÖCśŗ(g©░u)╩Ūė├ė┌Ž“Ž┬┴Ž▒P╠ß╣®čb╬’ŲĘĄ─ÖCśŗ(g©░u)Ż¼╦³ė╔┬▌ŚU╣®┴ŽŲ„║═ā”┴ŽŽõĮM│╔ĪŻūįäėöĄ(sh©┤)┴ŻÖCėą3éĆé„ĖąŲ„Ż¼ę╗éĆ╩Ū╚▌Ų„é„ĖąŲ„Ż¼ė├üĒÖz£yé„╦═Ħ╔Ž╩Ūʱėą╚▌Ų„Ż╗┴Ēę╗éĆ╩ŪŽ┬┴Žé„ĖąŲ„Ż¼ė├üĒÖz£yŽ┬┴Ž▒PĄ─├┐ę╗Ą╚Ę▌Ą─┤³čb╬’ŲĘ╩Ūʱ╚½▓┐Ą¶╚ļŽ┬┴ŽĄ└Ż¼▀@└’▀xė├Öz£yŠÓļx×ķ10mmĄ─ĮėĮ³ķ_ĻP(gu©Īn)ū„×ķŽ┬┴Žé„ĖąŲ„Ż╗ūŅ║¾ę╗éĆ╩Ū┴Ž╬╗é„ĖąŲ„Ż¼ė├ė┌Öz£yŽ┬┴Ž▒P╩ŪʱąĶę¬╣®┴ŽŻ¼▀@└’▓╔ė├ļp╬╗┐žųŲķ_ĻP(gu©Īn)ū„×ķ┴Ž╬╗é„ĖąŲ„Ż¼░▓čbį┌Ž┬┴Ž▒PųąĪŻ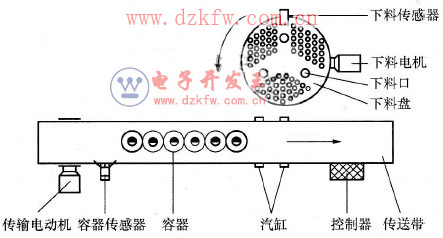
łD11-16 ūįäėöĄ(sh©┤)┴ŻÖCĄ─ĮY(ji©”)śŗ(g©░u)║åłD
ūįäėöĄ(sh©┤)┴ŻÖCĄ─╣żū„▀^│╠┐╔║åå╬├Ķ╩÷╚ńŽ┬Ż║ūįäėöĄ(sh©┤)┴ŻÖCåóäė║¾Ż¼é„▌öļŖäėÖC▀\ąąŻ¼é„╦═Ħīó┤²╣ÓčbĄ─╚▌Ų„╦═ĄĮ│÷┴Ž┐┌Ż¼į┌│÷┴Ž┐┌Ą─ū¾ėęā╔é╚(c©©)čbėąā╔éĆŲ¹ĖūŻ¼ę╗éĆ╩Ū▀M╚▌Ų„Ų¹ĖūŻ¼┴Ēę╗éĆ╩Ūō§╚▌Ų„Ų¹ĖūŻ¼«ö(d©Īng)▀M╚▌Ų„Ų¹Ėū┐s╗žČ°ō§╚▌Ų„Ų¹Ėū╔ņ│÷ĢrŻ¼é„╦═Ħīó╚▌Ų„╦═ĄĮ│÷┴Ž┐┌Ż¼╚╗║¾▀M╚▌Ų„Ų¹Ėūį┘╔ņ│÷Ż¼īó╬╗ė┌│÷┴Ž┐┌Ą─╚▌Ų„µiČ©╬╗ų├Ż¼×ķ╣Óčbū÷║├£╩(zh©│n)éõĪŻ╚▌Ų„ĄĮ╬╗║¾Ż¼Ž┬┴ŽļŖäėÖCåóäė▀\ąąŻ¼Ä¦äėŽ┬┴Ž▒Pą²▐D(zhu©Żn)Ż¼Ž┬┴Ž▒P╩ŪĘų│╔ÄūéĆĄ╚Ę▌ĪóČ°├┐Ą╚Ę▌Ń@ėąöĄ(sh©┤)─┐ŽÓ═¼Ą─1łA┐ūĄ─łA▒PŻ¼Ž┬┴Ž▒PāAą▒░▓čbŻ¼╔ŽĘĮ×ķ┤²čb╬’ŲĘŻ¼Ž┬ĘĮ╩Ūę╗ēK┐╠ėąę╗éĆŽ┬┴Ž┐ūĄ─łA░ÕĪŻ«ö(d©Īng)Ž┬┴Ž▒Pą²▐D(zhu©Żn)Ż©░ķļSėąš±äėŻ®Ģr┤²čb╬’ŲĘĄ¶╚╦łA┐┌Ż¼├┐éĆłA┐ūöyĦę╗éĆ┤²čb╬’ŲĘ╩╣ŅA(y©┤)Č©öĄ(sh©┤)─┐Ą─┤²čb╬’ŲĘļSŽ┬┴Ž▒Pę╗Ų▐D(zhu©Żn)äėŻ¼«ö(d©Īng)łA┐ūĮø(j©®ng)▀^Ž┬┴Ž┐ūĢr┤²čb╬’ŲĘŽ┬┬õĄĮŽ┬┴ŽĄ└Ż¼Įø(j©®ng)│÷┴Ž┐┌čb╚ļ╚▌Ų„ā╚(n©©i)ĪŻ▀@śėŻ¼Ž┬┴Ž▒PĄ─├┐ę╗Ą╚Ę▌▀Ćø]ėą▀_ĄĮ│÷┴Ž┐┌ų«Ū░Š═ęčīó┤¾Ą╚Ę▌Ą─┤²čb╬’ŲĘĮø(j©®ng)│÷┴Ž┐┌čb╚ļ╚▌Ų„ā╚(n©©i)ĪŻ┤²Ą╚Ę▌Ą─┤²čb╬’ŲĘ╚½▓┐▀M╚ļ╚▌Ų„ā╚(n©©i)Ż¼ō§╚▌Ų„Ų¹Ėū╩š╗žŻ¼Ę┼ū▀▀@éĆęčĮø(j©®ng)čbØMĄ─╚▌Ų„Ż¼═Ļ│╔ī”įō╚▌Ų„Ą─╣Óčb┴„│╠ĪŻęčĮø(j©®ng)╣ÓčbĄ─╚▌Ų„ļxķ_║¾Ż¼«ö(d©Īng)╚▌Ų„Ų¹Ėū╔ņ│÷═¼Ģr▀MÜŌĖū┐s╗žŻ¼Ž┬ę╗éĆ╚▌Ų„ĄĮ╬╗Ż¼£╩(zh©│n)éõĮėŽ┬ę╗Ą╚Ę▌Ą─┤²čb╬’ŲĘŻ¼ķ_╩╝ą┬Ą─╣żū„裣h(hu©ón)ĪŻ
Č■Īó┐žųŲę¬Ū¾
ūįäėöĄ(sh©┤)┴ŻÖC╣żū„┴„│╠łD╚ńłD11-17╦∙╩ŠŻ¼ī”ŽĄĮy(t©»ng)Ą─┐žųŲ╠ß│÷┴╦ęįŽ┬ę¬Ū¾Ż║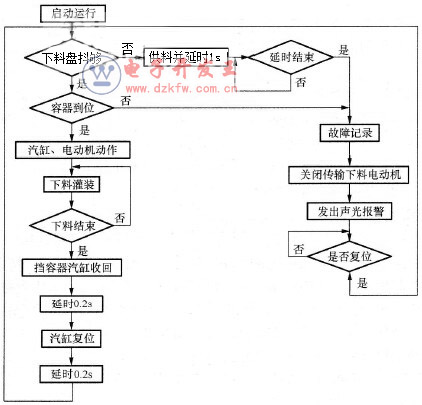
łD11-17 ūįäėöĄ(sh©┤)┴ŻÖC╣żū„┴„│╠łD
(1)ūįäėöĄ(sh©┤)┴ŻÖCåóäė║¾é„▌öļŖäėÖC▀\ąąŻ¼┐žųŲŲ„æ¬(y©®ng)Öz£y╚▌Ų„╩ŪʱĄĮ╬╗║═Ž┬┴Ž▒P╩ŪʱėąūŃē“Ą─┤²čb╬’ŲĘŻ¼ų╗ėą▀@ā╔éĆŚl╝■Č╝ØMūŃ▓┼─▄åóäėŽ┬┴ŽļŖäėÖCĪŻ
(2)ūįäėöĄ(sh©┤)┴ŻÖCį┌▀\ąąųąę╗Ą®Öz£y▓╗ĄĮ╚▌Ų„╗“š▀Ž┬┴Ž▒PĄ─┤²čb╬’ŲĘ▓╗ūŃĢrŻ¼┴ó╝┤═Ż▄ć▓ó░l(f©Ī)│÷┬Ģ╣Ōł¾Š»Ż╗═Ż▄ć║¾Įø(j©®ng)╩ųäėÅ═(f©┤)╬╗ŽĄĮy(t©»ng)▓┼─▄╗ųÅ═(f©┤)▀\ąąĪŻ
(3)×ķ┴╦─▄š{(di©żo)╣Ø(ji©”)╣Óčb╦┘Č╚Ż¼ūįäėöĄ(sh©┤)┴ŻÖCĄ─Ž┬┴ŽļŖäėÖC▓╔ė├ūāŅlš{(di©żo)╦┘ĪŻé„▌öļŖäėÖC▓╔ė├å╬ŽÓļŖäėÖCŻ¼¤oąĶš{(di©żo)╦┘Ż©ūįäėöĄ(sh©┤)┴ŻÖCĄ─╣Óčb╦┘Č╚║═Ž┬┴Ž╦┘Č╚ėąĻP(gu©Īn)Ż¼┼cé„▌öļŖäėÖCĄ─╦┘Č╚¤oĻP(gu©Īn)Ż®ĪŻ
(4)ė╔ė┌ūįäėöĄ(sh©┤)┴ŻÖCĄ─Ž┬┴ŽĄ└▌^ķLŻ¼┤²čb╬’ŲĘĮø(j©®ng)Ž┬┴Ž┐ūĄĮ│÷┴Ž┐┌Ą─Ģrķg▌^ķL(┤¾╝s2s)Ż¼×ķ┴╦╠ßĖ▀╣Óčb╦┘Č╚Ż¼ō§╚▌Ų„Ų¹Ėū║═▀M╚▌Ų„Ų¹Ėūäėū„æ¬(y©®ng)čĖ╦┘ĪŻ
(5)æ¬(y©®ng)Š▀ėąŠo╝▒═Ż▄ćĄ─╣”─▄ĪŻ
╚²Īó┐žųŲŽĄĮy(t©»ng)ė▓╝■įO(sh©©)ėŗ
1Ż«▌ö╚ļŻ»▌ö│÷ą┼╠¢Ęų╬÷
Ė∙ō■(j©┤)ūįäėöĄ(sh©┤)┴ŻÖC╣żū„įŁ└ĒĖ┼╩÷Ż¼┐╔ų¬įōūįäėöĄ(sh©┤)┴ŻÖCPLC┐žųŲŽĄĮy(t©»ng)Ą─▌ö╚ļą┼╠¢ėąŻ║Öz£y┤²čb╬’ŲĘ╩Ūʱ╚½▓┐▀M╚ļŽ┬┴ŽĄ└Ą─Ž┬┴Žé„ĖąŲ„1éĆŻ¼Öz£yé„╦═Ħ╔Ž╩Ūʱėą╚▌Ų„Ą─╚▌Ų„é„ĖąŲ„1éĆŻ¼Öz£yŽ┬┴Ž▒P╩ŪʱąĶꬎ┬┴ŽĄ─Ž┬┴Žé„ĖąŲ„1éĆŻ¼ŽĄĮy(t©»ng)åóäėĪó═Żų╣ĪóÅ═(f©┤)╬╗░┤ŌoĖ„1éĆŻ¼╣▓ąĶę¬6éĆ▌ö╚ļČ╦ūėĪŻ
▌ö│÷ą┼╠¢ėąŻ║┐žųŲŽ┬┴ŽļŖäėÖC▀\ąąĄ─Ž┬┴Ž└^ļŖŲ„1éĆŻ¼┐žųŲé„▌öļŖÖC▀\ąąĄ─é„▌ö└^ļŖŲ„1éĆŻ¼┐žųŲ╣®┴ŽļŖäėÖC▀\ąąĄ─╣®┴Ž└^ļŖŲ„1éĆŻ¼┐žųŲ▀M╚▌Ų„ÜŌĖū▀\äėĄ─▀M╚▌Ų„ÜŌķy1éĆŻ¼┐žųŲō§╚▌Ų„ÜŌĖū▀\äėĄ─ō§╚▌Ų„ÜŌķy1éĆŻ¼ŽĄĮy(t©»ng)▀\ąąųĖ╩Š¤¶1éĆŻ¼╣╩šŽųĖ╩Š¤¶1éĆŻ¼ł¾Š»Ęõ°QŲ„1éĆŻ¼╦∙ęį╣▓ąĶę¬8éĆ▌ö│÷Č╦ūėĪŻ
2Ż«PLC▌ö╚ļŻ»▌ö│÷Ęų┼õ▒Ē
Ė∙ō■(j©┤)╔Ž╩÷ī”ūįäėöĄ(sh©┤)┴ŻÖCPLC┐žųŲŽĄĮy(t©»ng)Ą─▌ö╚ļŻ»▌ö│÷ą┼╠¢Ęų╬÷Ż¼┐╔įO(sh©©)ėŗ╚ń▒Ē11-2╦∙╩ŠĄ─PLC▌ö╚ļŻ»▌ö│÷ĄžųĘĘų┼õ▒ĒĪŻ
▒Ē11-2 PLCĄ─▌ö╚ļŻ»▌ö│÷Ęų┼õ▒Ē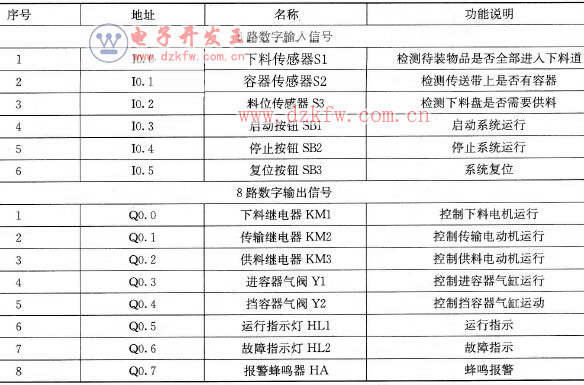
3Ż«PLC▀xą═
ė╔ė┌┐žųŲŽĄĮy(t©»ng)╣▓ąĶę¬6éĆ▌ö╚ļČ╦ūėĪó8éĆ▌ö│÷Č╦ūėŻ¼ģó┐┤▒Ē2-1Ż¼▒ŠīŹ└²ųą▀xė├╬„ķTūė╣½╦ŠĄ─S7-200ŽĄ┴ąąĪą═ÖCCPU224Ż¼įōą═╠¢CPU╠ß╣®14éĆ▌ö╚ļ³cĪó10éĆ▌ö│÷³cŻ¼Ę¹║ŽŽĄĮy(t©»ng)Ą─ę¬Ū¾ĪŻ
4Ż«PLCė▓╝■ĮėŠĆłD
Ė∙ō■(j©┤)PLCĄ─▌ö╚ļŻ»▌ö│÷Ęų┼õ▒ĒŻ¼┐╔įO(sh©©)ėŗ╚ńłD11-18╦∙╩ŠĄ─PLCė▓╝■ĮėŠĆłDĪŻ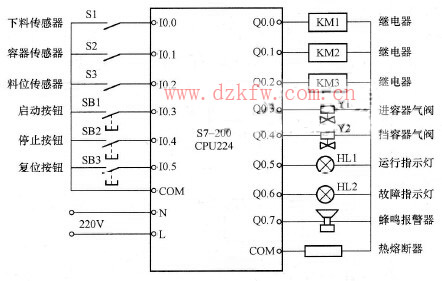
łD11-18 PLCė▓╝■ĮėŠĆłD
╦─ĪóPLC┐žųŲ│╠ą“
ūįäėöĄ(sh©┤)┴ŻÖCĄ─╠▌ą╬łD╚ńłD11-19╦∙╩ŠŻ¼ėą┴╦╠▌ą╬łD║¾Š═▓╗ļyīæ│÷ūįäėöĄ(sh©┤)┴ŻÖCĄ─┐žųŲ│╠ą“Ż¼īóŲõ═©▀^éĆ╚╦ėŗ╦ŃÖCŠÄ│╠ŽĄĮy(t©»ng)▌ö╚ļPLCŻ¼╝┤┐╔ī”ūįäėöĄ(sh©┤)┴ŻÖC▀Mąą┐žųŲĪŻ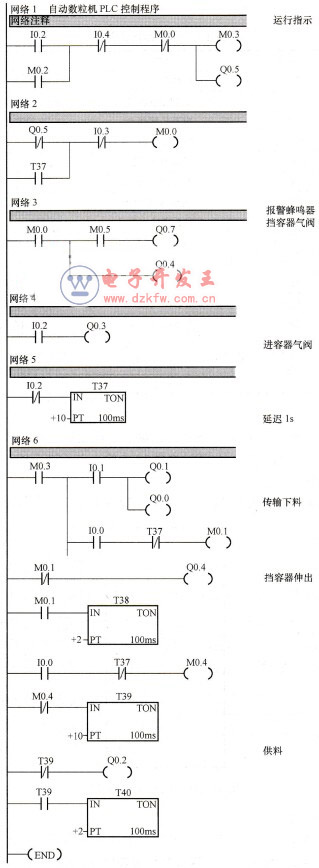
łD11-19 ūįäėöĄ(sh©┤)┴ŻÖCĄ─PLC┐žųŲ╠▌ą╬łD
╬ÕĪó┐éĮY(ji©”)
įōūįäėöĄ(sh©┤)┴ŻÖC▓╔ė├╣ŌļŖą¦æ¬(y©®ng)įŁ└ĒŻ¼«ö(d©Īng)╦Ä┴ŻŽ┬┬õĢrŻ¼═©▀^╣ŌļŖé„ĖąŲ„«a(ch©Żn)╔·Ą─├}ø_ą┼╠¢▌ö╚ļĄĮĖ▀╦┘PLCŠÄ│╠┐žųŲŲ„Ż¼į┘═©▀^ļŖ┬Ę║═│╠ą“Ą─┼õ║ŽīŹ¼F(xi©żn)ėŗöĄ(sh©┤)╣”─▄Ż¼─▄▒ŻūCŲõöĄ(sh©┤)┴Ż£╩(zh©│n)┤_Č╚ĪŻ╚▌Ų„ė╔▌ö╦═ÖC▀B└m(x©┤)╣®ĮoŻ¼«ö(d©Īng)╚▌Ų„ųą╠ŅčbĄ─╦ÄŲ¼öĄ(sh©┤)┴┐ØMūŃPLCŠÄ│╠įO(sh©©)Č©Ą─ģóöĄ(sh©┤)ųĄĢrŻ¼ė╔ÜŌäėčbų├ķgą¬ōQ╚▌Ų„ĪŻįōŽĄĮy(t©»ng)▓╔ė├¬Ü┴óĄ─╣ŌīW(xu©”)Öz£yŽĄĮy(t©»ng)Ż¼┐╔▒▄├Ōė╔Ę█ēmįņ│╔Ą─ė░ĒæŻ¼Å─Č°▒ŻūCĖ▀╦«£╩(zh©│n)öĄ(sh©┤)┴ŻŠ½Č╚║═╦┘Č╚Ż╗▓┘ū„║å▒ŃŻ¼Č©╬╗ĪóōQ╬╗Š½Č╚Ė▀Ż╗┐╔ÅVĘ║æ¬(y©®ng)ė├ė┌╦ÄŲĘĪó╩│ŲĘĪó╗»╣żĄ╚ąąśI(y©©)░³čbŠĆ╔ŽŲ¼ä®Īó═Ķ╦ÄĪó▄øė▓─z─ęĪó╦žŲ¼Īó╠Ūę┬Ų¼Ą╚Ųõ╦¹ą╬ĀŅ╬’┴ŽėŗöĄ(sh©┤)╣Óčbų«ė├ĪŻ
 ĘĄ╗žĒö▓┐
ĘĄ╗žĒö▓┐ ╦óą┬Ēō├µ
╦óą┬Ēō├µ Ž┬ĄĮĒōĄū
Ž┬ĄĮĒōĄū